
چه نقص هایی در قالب گیری تزریقی 2K رخ می دهد و چگونه می توان آن ها را رفع کرد
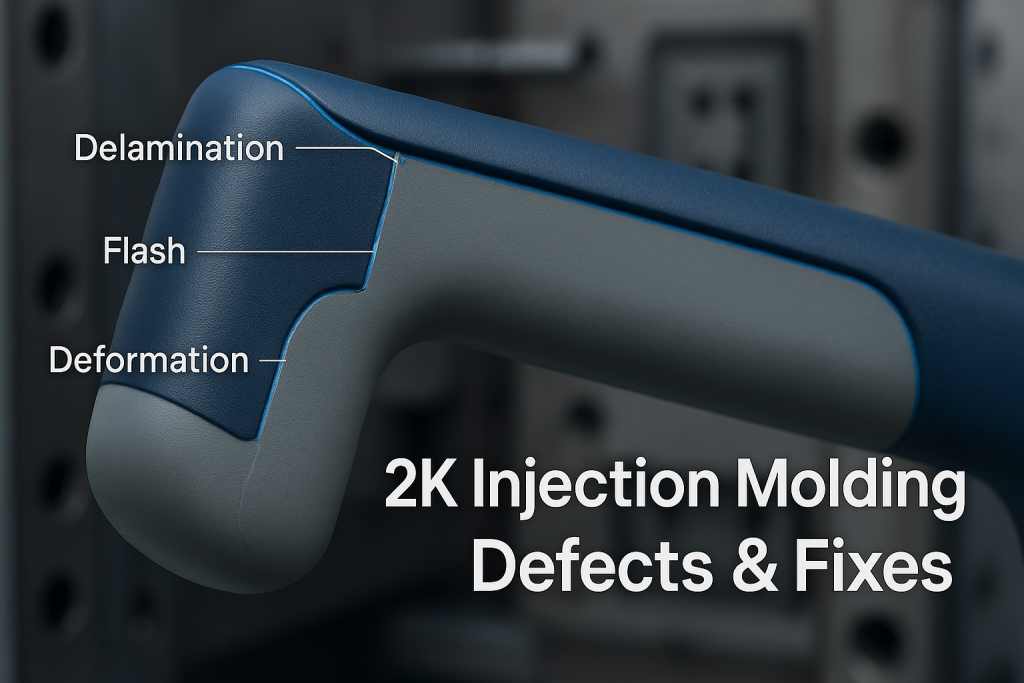
شایع ترین نقص ها در قالب گیری تزریقی 2K شامل چسبندگی ضعیف بین مواد، فلشینگ قالب گیری و تغییر شکل زیرلایه است. این مشکلات می توانند عملکرد، ظاهر و ایمنی محصول نهایی را به خطر بیندازند. با دهه ها تجربه در عیب یابی پروژه های پیچیده چندمادی، تیم ما دریافته است که این مشکلات تقریبا همیشه ناشی از مشکلات در یکی از سه حوزه هستند: انتخاب مواد، کنترل فرآیند یا طراحی قالب. موفقیت در ساخت قطعات دو شات نیازمند تسلط بر هر سه حوزه است.
این راهنما نگاهی دقیق به رایج ترین نقص های مشاهده شده در فرآیند قالب گیری 2K ارائه می دهد. ما علل ریشه ای هر مشکل را توضیح خواهیم داد و راه حل های عملی و عملی برای جلوگیری از وقوع آن ها ارائه خواهیم داد. با درک دلیل وقوع یک نقص، مهندسان و تکنسین ها می توانند اصلاحات هدفمند را اجرا کنند. این دانش به شما کمک می کند تا از رویکرد واکنشی عیب یابی به فرآیند پیشگیرانه پیشگیری حرکت کنید و از همان ابتدا قطعات با کیفیت بالا را تضمین کنید.
نقص بحرانی: چسبندگی ضعیف یا جدا شدن
مهم ترین نقص در قالب گیری 2K، چسبندگی ضعیف است. این پدیده همچنین به نام لایه شدگی شناخته می شود. این اتفاق زمانی رخ می دهد که پیوند شیمیایی یا مکانیکی بین زیرلایه و قالب گیری از بین برود. یک پیوند قوی هدف اصلی این فرآیند است. خرابی در اینجا به این معناست که قطعه با موفقیت تولید نشده و نمی تواند عملکرد مورد نظر خود را انجام دهد.
چسبندگی ضعیف چگونه به نظر می رسد؟
قطعه ای که چسبندگی ضعیفی دارد، نشانه های واضحی از جدایی بین دو ماده نشان می دهد. لایه بیش از حد قالب گیری شده ممکن است در لبه ها پوسته پوسته شود. در برخی موارد، می توان آن را با کمترین نیرو بلند کرد. حباب ها یا تاول هایی ممکن است در رابط ظاهر شوند که نشان دهنده جیب هایی است که مواد در آن ها به هم جوش نخورده اند. در آزمایش های تخریبی، پیوند به طور تمیز در مرز شکست می خورد و باعث پاره شدن خود ماده نمی شود.
چرا لامیناسیون رخ می دهد؟
سه علت اصلی برای چسبندگی ضعیف وجود دارد. رایج ترین مورد، انتخاب نادرست مواد است. همان طور که در راهنماها آمده استمواد قالب گیری تزریقی 2k، همه پلاستیک ها از نظر شیمیایی سازگار نیستند. تلاش برای اتصال دو پلیمر ناسازگار همیشه منجر به پیوند ضعیف یا غیرموجود خواهد شد.
دومین علت اصلی، شرایط نامناسب پردازش است. برای تشکیل پیوند شیمیایی، ماده مذاب روی قالب باید به اندازه کافی داغ باشد تا سطح زیرلایه جامد را تا حدی ذوب کند. اگر بستر خیلی سرد باشد یا دمای ذوب کپسول بیش از حد پایین باشد، این همجوشی رخ نخواهد داد.
در نهایت، آلودگی می تواند کاملا از تشکیل پیوند جلوگیری کند. هر ماده خارجی روی سطح زیرلایه — مانند عوامل آزادکننده کپک، روغن ها، چربی یا حتی رطوبت — به عنوان مانعی بین این دو ماده عمل خواهد کرد.
چطور می توان چسبندگی ضعیف را اصلاح کرد؟
اولین گام، تأیید سازگاری مواد انتخاب شده است. یک آزمایش ساده وثیقه انجام دهید یا برگه های داده فنی تأمین کننده مواد را بررسی کنید. اگر مواد درست باشند، گام بعدی بهینه سازی پارامترهای پردازش است. دمای ذوب ماده روی قالب و دمای قالب سمت زیرلایه را افزایش دهید. این امر باعث همجوشی بهتر در رابط می شود. در نهایت، اطمینان حاصل کنید که همه مواد قبل از قالب گیری مطابق مشخصات سازنده خشک شده اند و سطوح قالب کاملا تمیز هستند.
چگونه از فلشینگ قالب اضافی جلوگیری کنیم
فلشینگ یک نقص رایج است که در آن ماده دوم، یعنی قالب، از مرزهای مورد نظر خود فرار می کند. این باعث ایجاد یک لایه نازک و ناخواسته از پلاستیک در امتداد لبه قطعه می شود. فلش فقط یک مسئله ظاهری نیست؛ همچنین می تواند در مونتاژ و عملکرد قطعه اختلال ایجاد کند. باید در عملیات ثانویه حذف شود که هزینه و زمان فرآیند را افزایش می دهد.
چه چیزی باعث فلش کردن قالب بیش از حد می شود؟
فلش اساسا به دلیل شکافی ایجاد می شود که اجازه می دهد پلاستیک مذاب از حفره خارج شود. در قالب گیری 2K، این فاصله معمولا در خط قطع ظاهر می شود. این ناحیه جایی است که فولاد قالب دار به زیرلایه می چسبد تا شات دوم را نگه دارد. اگر لبه های بسته کننده در قالب ساییده شده، آسیب دیده یا طراحی ضعیفی داشته باشند، به درستی مهر و موم نمی شوند.
یکی دیگر از علل رایج، فشار یا سرعت بیش از حد تزریق در تزریق دوم است. اگر ماده بیش از حد قوی تزریق شود، می تواند بستر را از دیواره قالب دور کند یا حتی قالب را کمی از هم جدا کند و شکافی ایجاد کند. به همین ترتیب، اگر خود زیرلایه خمیده یا از نظر ابعادی ناپایدار باشد، در حفره دوم هم سطح نمی نشیند و مسیر وقوع جرقه را باز می کند. اصول کلیقالب گیری تزریقی 2Kدر این مرحله بر نیاز به دقت تأکید می شود.
چطور جلوی چشمک زدن را می گیری؟
جلوگیری از جرقه از خود کپک شروع می شود. نگهداری منظم کپک برای اطمینان از اینکه سطوح قطع کننده تیز و بدون آسیب باقی بمانند بسیار مهم است. اگر مشکل ادامه داشته باشد، طراحی قطع کننده ممکن است نیاز به بهبود داشته باشد. گام بعدی تنظیم پارامترهای فرآیند است. فشار و سرعت تزریق را برای شات دوم به پایین ترین سطحی کاهش دهید که هنوز قطعه کامل تولید می شود. در نهایت، بستر را برای هرگونه تغییر شکل یا مشکلات ابعادی بررسی کنید. اطمینان از بی نقص بودن بخش شات اول، پیش نیاز یک شات دوم بی نقص است.
تغییر شکل زیربنا: چرا اولین شلیک شکست می خورد
زیرلایه پایه یک قطعه 2K است. باید به اندازه کافی قوی باشد تا گرما و فشار تزریق دوم را تحمل کند. وقتی زیرلایه در این مرحله دوم تغییر شکل می دهد، می تواند منجر به انواع نقص های دیگر شود، از جمله درخشش، نادرستی های ابعادی و پیوند ضعیف.
شناسایی تغییر شکل بستر
تغییر شکل می تواند به چندین شکل ظاهر شود. زیرلایه ممکن است به طور فیزیکی خرد یا خم شود تحت فشار تزریق قالب گیری اضافی. در موارد دیگر، پلاستیک داغ مذاب شات دوم می تواند باعث ذوب بیش از حد سطح زیرلایه شود که منجر به از دست رفتن جزئیات یا تغییر شکل می شود. قطعه همچنین ممکن است به دلیل نیروهای جمع شونده ترکیبی هر دو ماده تاب برداشته شود.
علل ریشه ای یک بستر تغییر شکل یافته
شایع ترین علت طراحی ضعیف قطعات است که دیواره های زیرلایه خیلی نازک هستند یا ویژگی های حمایتی مناسبی مانند دنده ها ندارند. یک زیرلایه نازک و انعطاف پذیر به سادگی نمی تواند در برابر نیروهای تزریق دوم مقاومت کند. علت کلیدی دیگر، دمای ذوب بیش از حد بالا برای ماده قالب گیری شده است. اگر شلیک دوم خیلی داغ باشد، در اولین شلیک مثل مشعل برش عمل می کند. در نهایت، زمان سرمایش ناکافی برای زیرلایه می تواند عامل باشد. اگر بخش اول قبل از انتقال به ایستگاه دوم کاملا جامد نشود، برای تزریق بعدی بیش از حد نرم خواهد بود. کل داستانفرآیند قالب گیری تزریقی 2kبه یک بستر پایدار وابسته است.
راه حل هایی برای یک بستر پایدار
اولین خط دفاع، طراحی قطعات مقاوم است. اطمینان حاصل کنید که بستر ضخامت دیواره کافی و یکنواخت دارد. اگر دیواره های نازک اجتناب ناپذیر باشند، باید با دنده ها یا گوست های به خوبی قرار گرفته نگه داشته شوند. در بخش فرآوری، دمای ذوب ماده قالب گیری شده را تا حد امکان کاهش دهید. فقط کافی است به اندازه کافی داغ باشد تا پیوند ایجاد شود، نه اینکه بستر کاملا ذوب شود. همچنین، سعی کنید زمان خنک سازی اولین شات را افزایش دهید تا بستر قبل از مرحله قالب گیری مجدد استحکام بیشتری پیدا کند.
رسیدگی به نقص های ظاهری در قطعات 2K
علاوه بر نقص های عمده عملکردی، قطعات 2K ممکن است با مجموعه ای از مشکلات ظاهری مواجه شوند. این موارد شامل نشانه های فرورفتگی، حفره ها، خطوط جریان و خطوط جوش هستند. اگرچه این موارد ممکن است باعث خرابی قطعه نشوند، اما می توانند آن را برای محصولات مصرفی غیرقابل قبول کنند. این موارد اغلب در بخش هایی مانندقالب گیری 2K با گریپ های نرم لمس، جایی که ظاهر و احساس اهمیت بالایی دارند.
چک لیست بهبود ظاهر ظاهر
نقص های ظاهری تقریبا همیشه به نحوه ورود پلاستیک مذاب به قالب و سرد شدن آن مربوط می شود. با بازبینی سیستماتیک پارامترهای طراحی قطعه و فرآیند، بیشتر این مشکلات قابل رفع هستند. طراحی خوب قطعه بهترین نقطه شروع برای یک پرداخت با کیفیت بالا است، همان طور که در راهنماهای عمومی توضیح داده شده استقالب گیری تزریقی.
- ضخامت یکنواخت دیوار:این مهم ترین قانون است. قطعه را بازطراحی کنید تا بخش های ضخیم و حجیم حذف شود و به جای آن از دنده ها برای حمایت استفاده کنید. این بهترین راه برای جلوگیری از ایجاد لکه های سینک و حفره است.
- موقعیت دروازه:ابتدا دروازه ها را طوری قرار دهید که ضخیم ترین بخش ها را پر کنند و در مناطقی که از نظر ظاهری حیاتی نیستند. این کار می تواند به پنهان کردن لکه ها و بهینه سازی محل قرارگیری خطوط جوش کمک کند.
- سرعت تزریق:تنظیم سرعت تزریق می تواند بسیاری از مشکلات را حل کند. سرعت پایین تر می تواند از جت شدن و خطوط جریان جلوگیری کند، در حالی که سرعت بالاتر می تواند به کاهش دید خطوط جوش کمک کند.
- دمای ذوب:افزایش دمای ذوب ماده باعث کاهش ویسکوزیته آن می شود و جریان آن آسان تر می شود. این کار می تواند کیفیت خطوط جوش و سطح را بهبود بخشد.
- فشار بسته بندی:پس از پر شدن قطعه، فشار بسته بندی بالاتر می تواند مواد بیشتری را وارد حفره کند تا جمع شدگی را جبران کند و ردهای فروکش را کاهش دهد.
- تخلیه احساسات:هوای به دام افتاده در قالب می تواند باعث سوختگی و پر شدن ناقص شود. اطمینان حاصل کنید که هواکش ها در انتهای مسیر جریان وجود داشته و شفاف باشند تا هوا خارج شود.
چالش خونریزی رنگ
خونریزی رنگ نقصی منحصر به فرد در قالب گیری های چندماده ای است. این می تواند زیبایی شناسی یک قطعه را با ایجاد مرز نامشخص و نامرتب بین دو رنگ خراب کند. این نکته ای رایج برای مقایسه در بحث های زیر استقالب گیری تزریقی 2k در مقابل قالب گیری بیش از حد.
خونریزی رنگ چیست؟
این نقص زمانی رخ می دهد که رنگدانه یک ماده به ماده مجاور مهاجرت یا «خونریزی» می کند. این باعث ایجاد یک ناحیه مه آلود و تغییر رنگ در طول خط پیوند می شود. این حالت زمانی بیشتر به چشم می آید که رنگ تیره یا زنده روی ماده ای سفید یا روشن قالب گیری شود.
چرا خونریزی رنگ رخ می دهد؟
علت اصلی برهم کنش شیمیایی بین بسته بندی رنگی و رزین های پلیمری است. برخی رنگدانه ها در دماهای بالا پایدار نیستند و می توانند فروپاشی کنند و به گازی تبدیل شوند که سپس توسط ماده دیگر جذب می شود. در موارد دیگر، پایه حامل مورد استفاده برای رنگدانه ممکن است تا حدی در پلیمر دیگر محلول باشد و اجازه دهد تا از مرز عبور کند.
چگونه از نشت رنگ جلوگیری کنیم
جلوگیری از نشت رنگ عمدتا یک چالش علم مواد است. بهترین راه حل این است که مستقیما با تأمین کنندگان مواد و رنگ های رنگی خود همکاری کنید. آن ها می توانند بسته های رنگدانه ای را توصیه کنند که به طور خاص برای پایداری و غیرمهاجرتی هنگام استفاده با جفت پلیمرهای انتخابی شما فرموله شده اند. در بخش فرآوری، استفاده از دمای ذوب در پایین ترین نقطه ممکن که همچنان اتصال خوبی ایجاد کند، می تواند احتمال تصعید رنگدانه را کاهش دهد.
سؤالات متداول
همیشه باید با بهینه سازی تنظیمات دستگاه شروع کنید. تغییر مواد فرآیندی پرهزینه و زمان بر است، در حالی که تنظیم پارامترهای فرآیند می تواند بلافاصله انجام شود. یک چک لیست سیستماتیک تهیه کنید. اول، بررسی کنید که مواد به درستی خشک می شوند. دوم، دمای ذوب و کپک را بررسی کنید تا مطمئن شوید در محدوده توصیه شده برای تشکیل پیوند قرار دارند. سوم، فشار و سرعت تزریق را تحلیل کنید.
بله، این یک سناریوی رایج و ناامیدکننده است. این مشکل اغلب به دلیل طراحی ضعیف سیستم رانر و گیت ایجاد می شود. اگر گیت خیلی کوچک باشد، پردازنده ممکن است مجبور شود از فشار تزریق بسیار بالا برای وارد کردن ماده به داخل حفره استفاده کند. این فشار بالا می تواند باعث خم شدن قالب در نزدیکی دروازه شود و منجر به جرقه شود.
قطعا. یک زیرلایه می تواند از نظر ابعادی کامل و از نظر ظاهری بی نقص باشد اما همچنان باعث یک نقص بزرگ در بخش نهایی 2K شود. اگر بستر زمان کافی برای خنک شدن نداشته باشد، آنقدر نرم می شود که نمی تواند شلیک دوم را تحمل کند و منجر به تغییر شکل می شود.
رطوبت برای هر دو مرحله فرآیند مضر است. در اولین نما، مواد مرطوب باعث ایجاد ردهای نقره ای (لکه های نقره ای) روی سطح می شوند و می توانند بستر را شکننده و ضعیف کنند. این رطوبت همچنین می تواند هنگام سرد شدن به سطح زیرلایه تخلیه شود. در شلیک دوم، این رطوبت سطحی به بخار تبدیل می شود وقتی ماده داغ روی آن جریان می یابد.