
راهنمای کامل قالب گیری تزریقی 2K و ابزارهای دو ماده
در بازار رقابتی امروز، طراحان و مهندسان محصول همواره به چالش کشیده می شوند تا محصولاتی خلق کنند که نه تنها کاربردی بلکه ارگونومیک، زیبا و بسیار بادوام باشند. دستیابی به این هدف اغلب نیازمند ترکیب مواد مختلف است—مثلا ساختاری سخت و سخت با دسته ای نرم و انعطاف پذیر. به طور سنتی، این به معنای قالب گیری قطعات جداگانه و اتصال آن ها از طریق فرآیند مونتاژ ثانویه بود که زمان، هزینه و نقاط احتمالی خرابی را افزایش می داد.
قالب گیری تزریقی 2K بهترین راه حل تولیدی است که این چالش را حل می کند.این یک فرایند پیشرفته است که قطعات پیچیده و چندماده ای را در یک چرخه ماشین بسیار کارآمد می سازد. با ادغام پلیمرهای مختلف در یک قطعه، سطح جدیدی از آزادی طراحی و عملکرد محصول را آزاد می کند.
به عنوان پیشرو در ساخت قالب های دقیق و قالب گیری تزریقی با بیش از ۲۵ سال تجربه،سان آن مولدپیچیدگی های ابزارهای دو متریال و فرآیند 2K را به خوبی فرا گرفته است. این راهنما تخصص عمیق را برای فراهم کردن منبعی جامع برای مهندسان، طراحان و مدیران پروژه که به دنبال بهره برداری از این فناوری تحول آفرین هستند، تجمیع می کند.
دقیقا قالب گیری تزریقی 2K چیست؟
قالب گیری تزریقی 2K، که همچنین به عنوانقالب گیری دو شاتیاقالب گیری تزریقی دوگانه، یک فرآیند تولیدی است که با استفاده از یک دستگاه قالب گیری تزریقی تخصصی، یک قطعه را از دو ماده ترموپلاستیک مختلف تولید می کند. «2K» از اصطلاح آلمانی گرفته شده استدو جزء، به معنای «دو مؤلفه» است.
هسته اصلی فرآیند شامل تزریق ماده اول (بستر) به قالب تبدیل می شود، سپس آن قطعه تازه شکل گرفته را به حفره دوم درون همان ابزار منتقل می کند، جایی که ماده دوم (قالب گیری بیش از حد) به داخل یا اطراف آن تزریق می شود. چون همه این ها در یک چرخه خودکار و پیوسته اتفاق می افتد، این دو ماده پیوندی قدرتمند و دائمی شکل می دهند.
فناوری ای که این فرآیند را ممکن می سازد عبارت است ازابزارآلات دو ماده. برخلاف قالب تزریقی استاندارد، ابزار 2K یک قطعه مهندسی پیچیده با دو حفره متمایز و مکانیزمی برای جابجایی زیرلایه بین شات هاست. دقت آن برای موفقیت بخش پایانی حیاتی است.
قالب گیری 2K در مقابل قالب گیری بیش از حد در مقابل قالب گیری اینسرت
این اصطلاحات اغلب به جای یکدیگر به کار می روند، اما فرآیندهای متمایزی را توصیف می کنند. درک تفاوت برای انتخاب روش تولید مناسب برای پروژه شما بسیار مهم است.
| فرآیند | توضیحات | ویژگی کلیدی | بهترین ها برای |
| قالب گیری تزریقی 2K | یک فرآیند یکپارچه و واحد که در آن دو ماده پلاستیکی به ترتیب در یک دستگاه و قالب تزریق می شوند. | خودکار و پرسرعت.این بخش هرگز بین شات ها دستکاری نمی شود. | تولید انبوه قطعات پیچیده با گریپ های نرم تلخته، مهر و موم ها یا رنگ های مختلف. |
| قالب گیری اضافی پیک اند پلیسیشن | یک فرایند دو مرحله ای. ابتدا زیرلایه در یک دستگاه استاندارد قالب گیری می شود. سپس به صورت دستی یا رباتیک در ابزار دوم در دستگاه دیگری قرار داده می شود که ماده دوم روی آن قالب گیری می شود. | انتقال دستی یا رباتیک.زمان های چرخه کندتر و احتمال آلودگی بین مراحل وجود دارد. | حجم تولید کمتر، نمونه سازی اولیه یا زمانی که زیرلایه و مواد قالب گیری شده نیاز به دماهای فرآوری بسیار متفاوتی دارند. |
| قالب گیری داخلی | یک قطعه آماده که اغلب از فلز (مانند رزوه پیچی یا تماس الکتریکی) ساخته می شود، در قالب قرار داده می شود و پلاستیک اطراف آن تزریق می گردد. | قطعات غیر پلاستیکی را در خود جای داده است.«اینسرت» در همان فرآیند قالب گیری نمی شود. | ساخت قطعات پلاستیکی با رزوه ها، پین ها، بست ها یا قطعات الکترونیکی فلزی. |
صادرات به شیت ها
در اصل، قالب گیری 2K کارآمدترین و یکپارچه ترین روش برای ساخت قطعات کاملا پلاستیکی و چندماده ای است.
مزایای اصلی قالب گیری تزریقی 2K چیست؟
انتخاب قالب گیری 2K تصمیمی استراتژیک است که بازدهی قابل توجهی در کیفیت محصول، کارایی تولید و جذابیت بازار به همراه دارد. این فناوری فراتر از ساخت ساده می رود و به بخشی جدایی ناپذیر از طراحی محصول مبتنی بر ارزش تبدیل می شود.
- عملکرد محصول بهبود یافته و ارگونومیاین شاید شناخته شده ترین مزیت باشد. با قالب گیری الاستومر ترموپلاستیک نرم و لمسی (TPE) یا پلی یورتان ترموپلاستیک (TPU) روی زیرلایه ای سخت مانند ABS یا پلی کربنات (PC)، می توانید گریپ های راحت و ضد لغزش ایجاد کنید. این موضوع برای ابزارهای برقی، ابزارهای جراحی، وسایل آشپزخانه و هر محصولی که نیاز به حمل ایمن دارد، ضروری است.
- زیبایی شناسی بهبود یافته و آزادی طراحیاین فرایند امکان طراحی های چندرنگ را در یک قطعه واحد بدون نیاز به رنگ آمیزی یا چاپ فراهم می کند که ممکن است با گذشت زمان از بین برود. می توانید جداسازی های رنگی تیز و شفاف برای برندینگ، شاخص ها یا صرفا جذابیت بصری پیشرفته ایجاد کنید. این دوام برای داخل خودرو، لوازم الکترونیکی مصرفی و لوازم خانگی لوکس حیاتی است.
- کاهش هزینه مونتاژ و زمانهر مرحله مونتاژ دستی هزینه نیروی کار را افزایش می دهد، زمان چرخه را افزایش می دهد و خطر خطای انسانی را به همراه دارد. قالب گیری 2K نیاز به چسباندن، جوش دادن یا اتصال قطعات جداگانه را از بین می برد. برای محصولاتی با واشر یا مهر و موم یکپارچه، این ادغام می تواند زنجیره تأمین و خط تولید را به طور چشمگیری ساده کند و منجر به صرفه جویی قابل توجهی در هزینه ها در مقیاس وسیع گردد.
- کیفیت برتر قطعات و دواموقتی مواد سازگار استفاده شوند، این دو شات یک پیوند شیمیایی قوی و دائمی در سطح مولکولی تشکیل می دهند. این بسیار بهتر از پیوند مکانیکی یا چسبنده است و باعث می شود قطعه ای حتی تحت فشار، لرزش یا قرار گرفتن در معرض مواد شیمیایی جدا نشود، جدا نشود. این استحکام برای کاربردهای حیاتی در صنایع پزشکی و خودروسازی حیاتی است.
- آب بندی ضدآب و مقاومت محیطیبا قالب گیری یک ماده انعطاف پذیر و شبیه واشر مستقیما روی بدنه سخت، قالب گیری 2K می تواند آب بندهای یکپارچه و با عملکرد بالا ایجاد کند. این یک راه حل عالی برای محفظه های الکترونیکی، تجهیزات بیرونی و قطعات خودرو است که باید از گرد و غبار، آب و سایر عوامل محیطی محافظت شوند.
فرآیند قالب گیری تزریقی 2K چگونه کار می کند؟

زیبایی قالب کاری 2K در دقت خودکار آن نهفته است. اگرچه مفهوم ساده است، اما اجرا بر ابزارها و ماشین آلات پیشرفته تکیه دارد. فرآیند را می توان به پنج مرحله کلیدی تقسیم کرد.
مرحله ۱: طراحی قالب و ساخت ابزارآلات
سفر باابزار دو ماده. این بسیار پیچیده تر از قالب استاندارد است و بزرگ ترین سرمایه اولیه محسوب می شود. ابزار باید دو حفره مختلف داشته باشد (یکی برای شلیک اول، یکی برای دومی) و مکانیزمی برای انتقال زیرزمین. مهندسان درسان آن مولدبرای طراحی این قالب ها از نرم افزارهای پیشرفته CAD/CAM استفاده کنید تا تراز کامل، خنک سازی و جریان مواد هر دو قطعه را تضمین کنید.
مرحله ۲: اولین شلیک (زیرساخت)
قالب بسته می شود و اولین واحد تزریق، ماده اولیه—معمولا ساختار سخت قطعه—را به اولین حفره تزریق می کند. این مؤلفه به عنوانبستر. در دمای و فشار خاصی نگه داشته می شود تا کاملا شکل گرفته باشد اما همچنان به شلیک دوم پاسخ دهد.
مرحله ۳: جابجایی قالب
این مرحله تعیین کننده فرآیند 2K است. وقتی زیرلایه تا حدی سرد شد، قالب کمی باز می شود و زیرلایه به حفره دوم منتقل می شود. چند روش رایج برای این انتقال وجود دارد:
- صفحه چرخان:کل نیمه قالب متصل به صفحه متحرک دستگاه معمولا ۱۸۰ درجه می چرخد تا زیرلایه با نازل تزریق دوم هم راستا شود. این سریع ترین و رایج ترین روش برای تولید انبوه بالا است.
- هسته عقب / هسته جمع شونده:بخش هایی از هسته قالب جمع می شوند و فضایی برای تزریق ماده دوم به اطراف زیرلایه ایجاد می کنند. این روش برای هندسه های ساده تر مانند مهرهای یکپارچه مناسب است.
- کپک شاتل:دو نیمه مختلف قالب پایینی به جلو و عقب حرکت می کنند تا با یک نیمه بالایی هم راستا شوند و زیرلایه را از ایستگاه اول به ایستگاه دوم منتقل کنند.
مرحله ۴: شلیک دوم (قالب گیری بیش از حد)
با قرار گرفتن دقیق بستر در حفره دوم، قالب دوباره بسته می شود. واحد تزریق دوم ماده دوم (قالب بالا) را به فضاهای اطراف یا روی زیرلایه تزریق می کند. گرمای این شلیک دوم به همجوشی دو ماده کمک می کند و اگر مواد با هم سازگار باشند، پیوند شیمیایی قوی ایجاد می کند.
مرحله ۵: خنک سازی و خروج
قطعه کامل شده و دو ماده اجازه داده می شود تا در قالب سرد شود تا به اندازه کافی جامد شود و بتواند پرتاب شود. قالب باز می شود و یک سیستم پین اجکتور قطعه نهایی را به بیرون هل می دهد. کل دوره، از اولین تزریق تا خروج، کامل شده و قالب برای تزریق بعدی آماده است.
کدام مواد را می توان در قالب گیری 2K ترکیب کرد؟
موفقیت یک قطعه قالب گیری شده 2K کاملا بهسازگاری این دو ماده. انتخاب نادرست مواد منجر به جداشدگی و شکست قطعات خواهد شد. هدف ایجاد پیوندی قوی و دائمی است که می توان آن را به دو روش محقق کرد.
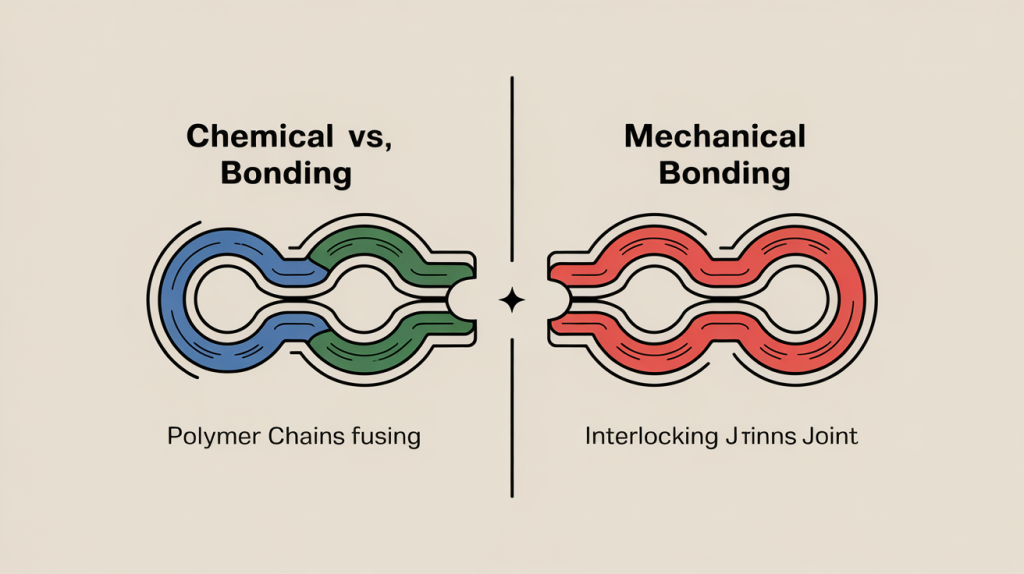
۱. پیوند شیمیایی
این سناریوی ایده آل است. پیوند شیمیایی زمانی رخ می دهد که هر دو ماده از خانواده های پلیمر سازگار باشند. در شلیک دوم، حرارت ماده مذاب سطح زیرلایه را ذوب می کند و اجازه می دهد زنجیره های پلیمری هر دو ماده در سطح مولکولی با هم ترکیب و ادغام شوند. این باعث ایجاد پیوندی بسیار قوی و یکپارچه می شود که اغلب به اندازه خود مواد قوی است.
۲. اتصال مکانیکی
وقتی پیوند شیمیایی به دلیل ناسازگاری مواد ممکن نباشد،پیوند مکانیکیالزامی است. این هدف از طریق طراحی هوشمندانه قطعات محقق می شود. زیرلایه با ویژگی هایی مانند زیربریدگی، شیارها، سوراخ ها یا بافت های زبر طراحی شده است که ماده قالب گیری شده می تواند به آن ها نفوذ کند. وقتی قالب گیری سفت می شود، به طور فیزیکی روی بستر قفل می شود. اگرچه به زیبایی پیوند شیمیایی نیست، اما یک قفل مکانیکی خوب طراحی شده می تواند اتصال بسیار محکمی ایجاد کند.
نمودار سازگاری مواد
انتخاب جفت مناسب تصمیمی حیاتی است. این نمودار راهنمای کلی برای ترکیب های رایج مواد ارائه می دهد. آزمایش برای کاربردهای خاص همیشه توصیه می شود.
| ماده زیرلایه (سخت) | جنس قالب گیری سازگار (انعطاف پذیر/نرم) | نوع پیوند | کاربردهای رایج |
| ABS(آکریلونیتریل بوتادین استایرن) | TPE-S، TPU | شیمیایی | لوازم الکترونیکی مصرفی، محفظه لوازم خانگی |
| پی سی(پلی کربنات) | TPE-S، TPU، LSR | شیمیایی | دسته ابزار برقی، الکترونیک بادوام |
| آلیاژ PC/ABS | TPE-S، TPU | شیمیایی | قطعات داخلی خودرو |
| PA6 / PA66(نایلون) | TPE-S، TPE-V، TPU (درجات قابل پیوند) | شیمیایی (با درجه های ویژه) | قطعات صنعتی، کاربردهای دشوار |
| PP(پلی پروپیلن) | TPE-S، TPE-V (درجات قابل پیوند) | شیمیایی (با درجه های ویژه) | لوازم خانگی، لولاهای انعطاف پذیر، بسته بندی |
| POM(استال / دلرین) | TPU (برخی نمرات) | مکانیکی (معمولا نیاز به اینترلاک دارد) | چرخ دنده هایی با سطوح نرم، قطعات مقاوم |
| PBT(پلی بوتیلن ترفتالات) | TPE-S | شیمیایی | کانکتورهای الکترونیکی، حسگرها |
| پ.ن(پلی استایرن) | TPE-S | شیمیایی | اقلام یکبار مصرف، اسباب بازی ها |
صادرات به شیت ها
چگونه باید قطعات قالب گیری تزریقی 2K را طراحی کنید؟
طراحی مؤثر قطعات برای قالب گیری موفق 2K غیرقابل مذاکره است. طراحی باید هم ویژگی های مواد و هم پیچیدگی های فرآیند قالب گیری را در نظر بگیرد. همکاری با یک قالب ساز باتجربه مانندسان آن مولداوایل مرحله طراحی می تواند از خطاهای پرهزینه جلوگیری کند.
در اینجا هشت راهنمای حیاتی طراحی برای ابزارآلات دو ماده آورده شده است:
- اولویت دادن به سازگاری مواد:این اولین و مهم ترین قدم است. به نمودار سازگاری و برگه های داده مواد مراجعه کنید تا اطمینان حاصل شود که بستر انتخاب شده و قالب گیری شده می توانند پیوندی قابل اعتماد ایجاد کنند.
- استراتژی پیوند را تعریف کنید:از همان ابتدا تصمیم بگیرید که آیا به پیوند شیمیایی یا مکانیکی تکیه خواهید کرد. در صورت نیاز به اتصال مکانیکی، ویژگی های قفل شونده مقاوم را در بستر طراحی کنید.
- ضخامت یکنواخت دیوارها را حفظ کنید:دقیقا مانند قالب گیری استاندارد، ضخامت یکنواخت دیواره کلید جلوگیری از نقص هایی مانند لکه های سینک، حفره ها و تاب خوردگی است. این موضوع هم برای بخش بستر و هم برای بخش قالب گیری مجدد صدق می کند.
- طراحی قطع کننده های مؤثر:«قطع کننده» ناحیه ای است که دو ماده به هم می رسند و فولاد قالب باید به هم فشار بیاورد تا از فلش یا «خون» ماده دوم روی نواحی ناخواسته زیرلایه جلوگیری کند. این خط انتقال باید تا حد امکان تیز و مشخص باشد. لبه تدریجی و پرپر دار بسیار دشوار است که به طور تمیز قالب گیری شود.
- بهینه سازی موقعیت دروازه:دروازه—جایی که پلاستیک مذاب وارد حفره می شود—باید برای هر دو شلیک با دقت قرار داده شود. محل نامناسب دروازه می تواند منجر به نقص های ظاهری، خطوط جوش ضعیف و پر شدن ناقص قطعه شود.
- زاویه های مناسب پیش نویس را وارد کنید:هم زیرلایه و هم قطعه نهایی نیاز به زاویه های جریان هوا دارند (کمی باریک شدن دیوارهای عمودی) تا بتوان آن ها را به راحتی بدون آسیب از قالب خارج کرد. حداقل ۱ تا ۲ درجه نقطه شروع خوبی است.
- در نظر گرفتن کوچک شدن مواد:تمام ترموپلاستیک ها هنگام سرد شدن منقبض می شوند. طراحی باید نرخ های مختلف انقباض دو ماده را در نظر بگیرد تا از تنش های داخلی و تاب خوردگی در بخش نهایی جلوگیری شود.
- اطمینان از انتقال نرم مواد:گذار بین بستر سخت و قالب نرم باید صاف باشد تا نقاط تمرکز تنش ایجاد نشود. تغییرات ناگهانی در هندسه می تواند منجر به خرابی قطعات تحت بار شود.
قالب گیری تزریقی 2K کجا استفاده می شود؟

چندکاره بودن قالب کاری 2K آن را در صنایع مختلف ضروری کرده و امکان تولید محصولات نوآورانه و با عملکرد بالا را فراهم کرده است.
- خودرو:به طور گسترده برای قطعات داخلی مانند داشبوردها با سطوح نرم، فرمان، دکمه های کنترل و قطعات خارجی مانند آب بندی های داخلی پنجره ها و محفظه های روشنایی به طور گسترده استفاده می شود.
- لوازم الکترونیکی مصرفی:برای ساخت محصولات بادوام و ارگونومیک مانند قاب گوشی های هوشمند با سپرهای محافظ، کنترل از راه دور با دکمه های نرم و فناوری های پوشیدنی مانند بندهای ساعت هوشمند ضروری است.
- دستگاه های پزشکی:برای کاربردهایی که نیاز به استریل بودن و کاربردپذیری دارند، مانند ابزارهای جراحی با دسته های ضد لغزش، محفظه های دستگاه تشخیصی با مهر و موم یکپارچه و پیستون های سرنگی حیاتی هستند.
- ابزارهای برقی و لوازم خانگی:گریپ های نرم امضایی روی دریل، اره و سنباده ها، کاربرد کلاسیک قالب گیری 2K هستند. همچنین برای دستگیره های وسایل آشپزخانه و پنل های کنترل وسایل خانگی استفاده می شود.
- بسته بندی:برای ساخت درپوش ها و درپوش های پیشرفته با مهر و موم های داخلی و قابل دستکاری استفاده می شود که حفاظت برتر از محصول و راحتی کاربر را فراهم می کند.
نتیجه گیری: محصول خود را با قالب کاری 2K ارتقا دهید
قالب گیری تزریقی 2K فقط یک فرآیند تولید نیست؛ این یک ابزار استراتژیک برای خلق محصولات برتر است. با تجمیع قطعات، کاهش هزینه های مونتاژ و باز کردن امکانات جدید در طراحی و عملکرد، مزیت رقابتی قدرتمندی فراهم می کند. این فرآیند یک قطعه پلاستیکی ساده را به سیستمی یکپارچه و با عملکرد بالا با ارگونومی، زیبایی شناسی و دوام بهبود یافته تبدیل می کند.
بهره برداری موفق از این فناوری نیازمند تخصص عمیق در علم مواد، طراحی قطعات و ساخت ابزارهای دقیق است. با دهه ها تجربه و تعهد به برتری مهندسی،سان آن مولدشریک ایده آل برای تحقق بلندپروازانه ترین طراحی های محصول شما است.
آماده اید بررسی کنید که قالب گیری تزریقی 2K چگونه می تواند پروژه بعدی شما را ارتقا دهد؟امروز با تیم مهندسی ما تماس بگیریدبرای بحث درباره نیازهای خود و دریافت قیمت قیمت.
سؤالات متداول درباره قالب گیری 2K
تفاوت اصلی در ادغام فرآیند است. قالب گیری 2K یک فرآیند خودکار و واحد در یک دستگاه است. قالب گیری استاندارد یک فرآیند دو مرحله ای است که اغلب شامل انتقال دستی بخش زیرلایه از یک دستگاه به دستگاه دیگر می شود و آن را کندتر و برای حجم های بالا کمتر مناسب می سازد.
بله، سرمایه گذاری اولیه بالاتر است. ابزارآلات دو ماده ای به طور قابل توجهی پیچیده تر و پرهزینه تر از قالب های استاندارد طراحی و ساخت هستند. دستگاه های قالب گیری تزریقی تخصصی نیز گران تر هستند. با این حال، برای حجم بالای تولید، این هزینه اولیه اغلب با حذف نیروی کار مونتاژ ثانویه و بهبود کیفیت قطعات جبران می شود.
زمان تحویل ابزارهای 2K معمولا طولانی تر از ابزارهای تک شلیک است به دلیل پیچیدگی آن ها. زمان تحویل معمول می تواند بین ۸ تا ۱۶ هفته متغیر باشد که بسته به اندازه، پیچیدگی قطعه و آزمایش و اعتبارسنجی مورد نیاز است.
نه. فرآیند «2K» به طور خاص برای ترکیب دو پلاستیک مختلف است. فرآیند قالب گیری پلاستیک دور یک قطعه فلزی را می نامندقالب گیری درج شده. در حالی که هر دو قطعات چندماده ای تولید می کنند، فناوری و تجهیزات زیرین متفاوت است.