
چگونه قطعات قالب گیری تزریقی 2K را طراحی کنیم
طراحی قطعات برای قالب گیری تزریقی 2K نیازمند تمرکز بر سه حوزه کلیدی است. این ها شامل سازگاری مواد، انتقال ضخامت دیوارها و پیوند بین لایه ها هستند. یک طراحی موفق این عناصر را به خوبی متعادل می کند. با تجربه گسترده در تولید قطعات پیچیده چندمادی، تیم ما اصول حیاتی طراحی را شناسایی کرده است که منجر به نتایج موفق می شود. طراحی درست فقط به زیبایی شناسی محدود نمی شود؛ بلکه درباره اطمینان از قوی، کاربردی و قابل ساخت بودن بخش نهایی است.
این راهنما قوانین اساسی طراحی قطعات 2K را بررسی می کند. ما مفاهیم اصلی مانند ضخامت دیوار، زاویه های جریان هوا و محل دروازه ها را پوشش خواهیم داد. مقاله همچنین راهبردهای دقیقی برای ایجاد پیوندی قوی بین این دو ماده ارائه می دهد. پیروی از این دستورالعمل ها به جلوگیری از نقص های رایجی مانند تاب خوردگی، جای فرورفتگی و جداشدگی کمک می کند. این اطمینان را می دهد که قطعه می تواند به طور مؤثر و قابل اعتماد تولید شود و از همان اولین شلیک، بالاترین استانداردهای کیفیت را رعایت کند.
اصل بنیادی: بستر به عنوان هسته
در هر قطعه قالب گیری شده 2K، اولین ماده ای که شلیک می شود زیرلایه نامیده می شود. این مؤلفه ستون فقرات ساختاری کل قطعه را تشکیل می دهد. بنابراین، طراحی آن مهم ترین عنصر است. زیرلایه باید به اندازه کافی سخت باشد تا فشار و دمای تزریق دوم را بدون تغییر شکل یا تغییر شکل تحمل کند. این ماده پایه ای را فراهم می کند که ماده دوم، یعنی قالب گیری روی آن اعمال می شود.
هندسه زیرلایه تقریبا همه جنبه های دیگر فرآیند طراحی و قالب گیری را تعیین می کند. این ماده محل خط پیوند بین دو ماده را تعریف می کند. همچنین روی محل قرارگیری دروازه ها و خنک شدن قطعه تأثیر می گذارد. یک زیرلایه خوب طراحی شده پایدار، مقاوم و بهینه شده برای جریان ماده دوم است. نادیده گرفتن طراحی این جزء اصلی یکی از دلایل رایج شکست کلی استقالب گیری تزریقی 2Kفرآیند. یک پایه قوی برای موفقیت یک بخش چندماده ای ضروری است.
چطور باید ضخامت دیوارها را مدیریت کرد؟
ضخامت یکنواخت دیواره یکی از اساسی ترین قوانین در کل قالب گیری تزریقی است. این اصل در قالب گیری 2K حتی مهم تر است. تغییرات شدید در ضخامت می تواند مشکلات متعددی ایجاد کند، از نقص های بینایی گرفته تا خرابی کامل سازه ای. مدیریت دقیق ضخامت هم برای زیرلایه و هم قالب گیری برای یک قطعه با کیفیت بالا ضروری است.
حفظ ضخامت یکنواخت
هم زیرلایه و هم قالب گیری باید دیوارهایی داشته باشند که ضخامت آن تا حد امکان یکنواخت باشد. این اجازه می دهد پلاستیک مذاب به طور یکنواخت در سراسر حفره قالب جریان یابد. همچنین تضمین می کند که قطعه با سرعت ثابتی خنک شود. وقتی برخی نواحی ضخیم تر از بقیه باشند، بخش های ضخیم کندتر سرد می شوند. این خنک سازی تفاضلی باعث انقباض ناهموار ماده می شود که منجر به تنش داخلی می گردد. این تنش می تواند باعث تاب خوردگی، رد فرورفتگی روی سطح یا حتی ترک در قطعه شود.
طراحی گذارهای نرم
در بسیاری از طراحی ها، تغییرات ضخامت دیوار اجتناب ناپذیر است. در این حالت، گذار از مقطع ضخیم به مقطع نازک باید تدریجی باشد. یک تغییر تیز و گام مانند نقطه ای با تمرکز تنش بالا ایجاد می کند. این موضوع قطعه را ضعیف می کند و می تواند در حین استفاده به نقطه ضعف تبدیل شود. در عوض، از فیله های صاف و گرد یا مخروطی ملایم برای انتقال بین ضخامت های مختلف دیواره استفاده کنید. این امر باعث می شود تنش به طور یکنواخت تری در سراسر قطعه توزیع شود و یکپارچگی ساختاری آن حفظ گردد.
قاعده ضخامت بیش از حد قالب گیری
به طور کلی، لایه روی قالب باید نازک تر از لایه بستر باشد. یک قاعده کلی این است که قالب گیری را بین ۴۰٪ تا ۶۰٪ ضخامت زیرلایه طراحی کنید. یک قالب ضخیم و حجیم می تواند هنگام تزریق فشار زیادی بر بستر وارد کند. همچنین می تواند نیروی انقباض کافی تولید کند تا کل قطعه را هنگام سرد شدن تاب بدهد. یک قالب اضافی نازک تر پایدارتر است و احتمال ایجاد نقص کمتر است. همچنین به کاهش هزینه مواد و زمان چرخه کمک می کند.
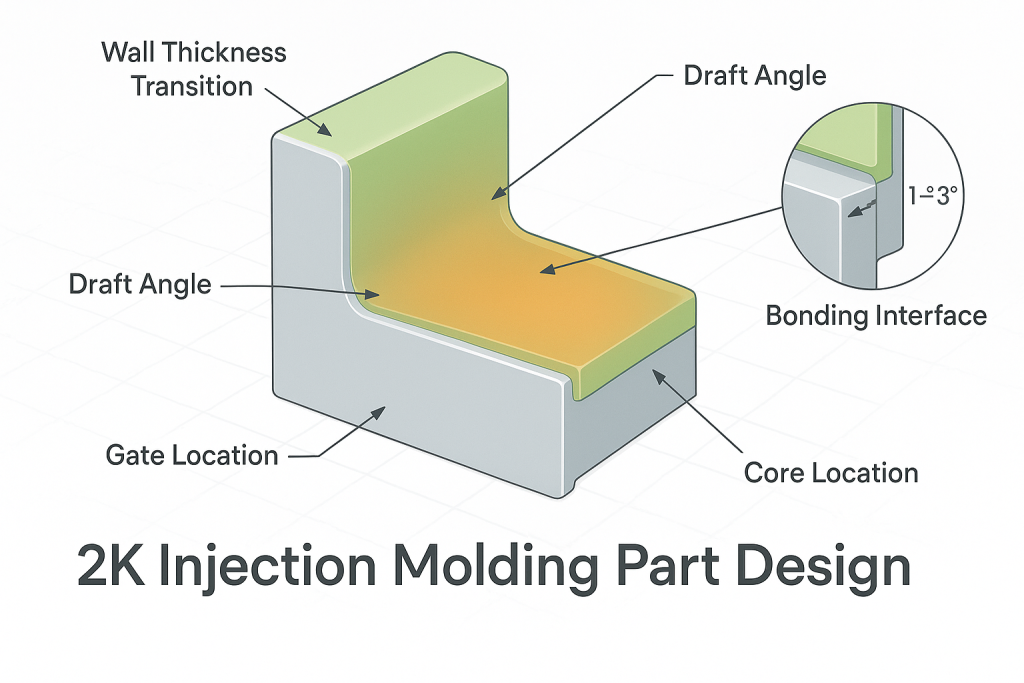
نقش زاویه های پیش نویس در طراحی 2K چیست؟
زاویه های پیش نویس عنصر حیاتی در طراحی هر قطعه قالب گیری شده هستند. زاویه درفت یک باریک کوچک است که به دیواره های عمودی یک قطعه اعمال می شود. این شیب باعث می شود خارج کردن قطعه از قالب بدون آسیب بسیار آسان تر شود. در قالب گیری 2K، زاویه های کشش برای هر دو زیرلایه و قطعه نهایی قالب گیری شده لازم است. بدون جریان مناسب، قطعات ممکن است در قالب گیر کنند. این موضوع می تواند منجر به ایجاد خط و خش، شکستگی ویژگی ها یا آسیب به خود کپک گران قیمت شود.
مقدار پیش نویس مورد نیاز به چندین عامل بستگی دارد. عمق این نقش یکی از ملاحظات است؛ بخش های عمیق تر نیاز به جریان هوای بیشتری دارند. نوع ماده استفاده شده نیز نقش دارد. مهم تر از همه، بافت سطح تأثیر بزرگی دارد. یک سطح صاف و صیقلی ممکن است فقط به ۰.۵ تا ۱ درجه آبخور نیاز داشته باشد. با این حال، قطعه ای با پوشش بافت دار، مانند آن هایی که برایقالب گیری 2K با گریپ های نرم لمس، نیاز به پیش کش بسیار بیشتری دارد. یک بافت سبک ممکن است به ۳ درجه نیاز داشته باشد، در حالی که بافت سنگین و شبیه چرم ممکن است به ۵ درجه یا بیشتر نیاز داشته باشد. بافت آن زیربریدگی های کوچکی ایجاد می کند که قطعه باید هنگام پرتاب بتواند آن ها را پاک کند.
طراحی برای پیوند قوی بین مواد
رابط جایی که دو ماده به هم می رسند، مهم ترین بخش در طراحی قطعه 2K است. هدف اصلی این فرایند ایجاد پیوند دائمی بین زیرلایه و قالب گیری مجدد است. این پیوند می تواند از طریق چسبندگی شیمیایی یا قفل های مکانیکی ایجاد شود. یک طراحی خوب قدرت این پیوند را به حداکثر می رساند، صرف نظر از روشی که به کار رفته.
بهره گیری از چسبندگی شیمیایی
همان طور که در راهنماها بحث شده استمواد قالب گیری تزریقی 2k، یک پیوند شیمیایی زمانی تشکیل می شود که دو پلیمر سازگار در سطح مولکولی همجوشی شوند. اگرچه این عمدتا تابع علم مواد است، طراحی قطعات می تواند این پیوند شیمیایی را تقویت کند. هدف این است که سطح تماس بین دو ماده به حداکثر برسد. سطح تماس بزرگ تر فضای بیشتری برای همجوشی مواد فراهم می کند. طراحی یک ناحیه تماس وسیع و یکنواخت مؤثرتر از یک ناحیه باریک و باریک است. طراحی همچنین باید جریان مناسب ماده قالب گیری شده روی سطح زیرلایه را تسهیل کند.
ایجاد قفل های مکانیکی برای جفت های ناسازگار
وقتی مواد از نظر شیمیایی سازگار نباشند، طراح باید یک پیوند مکانیکی ایجاد کند. این شامل افزودن ویژگی های فیزیکی به زیرلایه است که ماده قالب گیری شده می تواند به آن ها جریان یابد و روی آن قفل شود. این روش بسیار مؤثر است اما نیازمند برنامه ریزی دقیق از ابتدای فرآیند طراحی است.
چندین تکنیک اثبات شده برای ایجاد قفل های مکانیکی قوی وجود دارد.
- شیارها یا کانال ها:ساده ترین روش طراحی کانال ها یا شیارهای فرورفته در زیرلایه است. ماده قالب گیری شده این کانال ها را پر می کند و اتصال محکمی ایجاد می کند که در برابر نیروهای کشش یا پوسته پوسته شدن مقاومت می کند.
- سوراخ های عمیق:برای اتصال قوی تر، طراحان می توانند سوراخ هایی اضافه کنند که کاملا از بستر عبور می کنند. ماده قالب گیری شده از این سوراخ ها عبور کرده و اتصالاتی در دو طرف زیرلایه ایجاد می کند. این میخ مانند یک پرچ پلاستیکی عمل می کند و قالب رویی را محکم در جای خود قفل می کند.
- آندرکات ها:آندرکات ویژگی ای است که لبه یا قلاب ایجاد می کند. کپک اضافی زیر این لبه جریان می یابد و پس از جامد شدن به طور فیزیکی به دام می افتد. این روش در جلوگیری از بلند شدن یا جدا شدن لبه قالب اضافی بسیار مؤثر است.
- سطوح بافت دار:اعمال بافت زبر یا مات روی سطح چسبندگی بستر می تواند چسبندگی را به طور قابل توجهی بهبود بخشد. این بافت سطح کلی را افزایش می دهد و قله ها و دره های کوچکی برای گرفتن قالب اضافه فراهم می کند.
خاموشی ها: تعریف مرز
شات آف ناحیه ای در قالب است که سطوح فولادی برای نگهداری پلاستیک مذاب به هم می رسند. در قالب گیری 2K، شات آف لبه قالب اضافی را تعریف می کند. یک مرز واضح و مشخص برای ظاهری تمیز و حرفه ای ضروری است. یک قطع کننده ضعیف طراحی شده می تواند منجر به «فلاش» شود، جایی که یک لایه نازک پلاستیکی از ناحیه مورد نظر خارج می شود. برای جلوگیری از این موضوع، طراحی باید شامل یک پله یا شیار واضح در لبه ناحیه قالب گیری مجدد باشد. این کار به قالب لبه تیزی می دهد تا بتواند در برابر آن آب بندی شود و مطمئن شود هیچ ماده ای نشت نمی کند.
کجا باید دروازه ها را نصب کنید؟
دروازه، دهانه کوچکی است که پلاستیک مذاب از طریق آن به داخل حفره قالب تزریق می شود. موقعیت دروازه می تواند تأثیر قابل توجهی بر کیفیت قطعه نهایی داشته باشد. درفرآیند قالب گیری تزریقی 2k، هم زیرلایه و هم شات های قالب گیری شده نیاز به قرارگیری دقیق دروازه دارند. برای بستر، دروازه ها باید در صورت امکان در ناحیه ای غیرقابل مشاهده یا غیر بحرانی از قطعه قرار داده شوند. همچنین باید در ضخیم ترین بخش قطعه قرار گیرند تا حفره کاملا پر شود.
برای قالب گیری بیش از حد، جای گذاری دروازه حتی مهم تر است. باید از اتصال مستقیم به بستر اجتناب کرد، زیرا جریان پلاستیک با فشار بالا می تواند سطح زیرلایه را فرسایش یا آسیب برساند. در عوض، دروازه باید طوری قرار گیرد که ماده به نرمی روی زیرلایه جریان یابد. دوباره، اتصال به ضخیم ترین بخش قالب گیری به اطمینان از بسته بندی صحیح کمک می کند و خطر لکه های سینک را کاهش می دهد. محل قرارگیری دروازه همچنین بر محل قرارگیری خطوط جوش تأثیر می گذارد که می تواند هم جنبه ظاهری و هم ساختاری داشته باشد.
ملاحظات پیشرفته طراحی برای عملکرد
فراتر از قوانین پایه، قالب گیری 2K امکانات طراحی پیشرفته ای ارائه می دهد. این امکان ایجاد قطعات پیچیده با ویژگی های یکپارچه را فراهم می کند که با قالب گیری تک ماده ای غیرممکن است. درک این احتمالات هنگام مقایسه بسیار مهم استقالب گیری تزریقی 2k در مقابل قالب گیری بیش از حد.
ایجاد مهر و موم های ضدآب
یکی از قدرتمندترین کاربردهای قالب گیری 2K، ایجاد واشرها و واشرهای یکپارچه است. یک زیرلایه سخت مانند PC یا ABS می تواند برای ساخت محفظه استفاده شود. سپس، یک ماده نرم و انعطاف پذیر TPE را می توان مستقیما روی بدنه قالب گیری کرد تا یک آب بندی دائمی و ضدآب ایجاد کند. این کار نیاز به واشر جداگانه و کار دستی لازم برای نصب آن را از بین می برد. این فرآیند مهر و موم قابل اعتمادتری ایجاد می کند و زنجیره تأمین را ساده تر می سازد.
کاهش لرزش و صدا
مواد نرم TPE یا TPU در جذب انرژی بسیار عالی هستند. این ویژگی می تواند برای طراحی قطعاتی که لرزش را کاهش داده و نویز را کاهش می دهند، استفاده شود. برای مثال، می توان قالب نرم را به پایه های یک دستگاه اضافه کرد تا از لرزش آن روی کانتر جلوگیری شود. در کاربردهای خودرویی، قطعات 2K اغلب در پایه های موتور و سیستم های تعلیق برای جدا کردن کابین از صدا و لرزش استفاده می شوند. این نمونه ای عالی از استفاده از دو ماده برای رسیدن به هدفی عملکردی است که یک ماده نمی تواند. برای اطلاعات بیشتر درباره ساخت قطعات، این مرور کلی را ببینیدقالب گیری تزریقی.
معمولا ۱.۵ تا ۲.۰ میلی متر برای بیشتر قالب های TPE و TPU اضافه می شود. نازک تر از ۱.۰ میلی متر خطر شلیک کوتاه، فشار بالاتر و فشار بستر را دارد.
ضخامت ناهموار دیواره رایج ترین اشتباه است. بخش های ضخیم باعث ایجاد لکه های فرورفتگی، تاب برداشتن و زمان خنک شدن طولانی تر می شوند. به جای آن از دنده و فیله استفاده کنید.
بله. TPE نرم می تواند قفل های ظریف را پر کند، در حالی که قطعات سخت روی سخت به قفل های قوی تر و ساده تر نیاز دارند. طراحی بستگی به سختی و نیازهای مقاومت چسبندگی دارد.
بافت های سبک تا متوسط چسبندگی را با افزایش سطح و ریزبریدگی ها بهبود می بخشند. بافت های سنگین ممکن است هوا را به دام بیندازند و پیوند را تضعیف کنند.
بله. متن و لوگوهای برجسته یا فرورفته در قالب گیری 2K رایج هستند. زاویه ها و تناسبات مناسب در جریان هوا نتایج تمیز و دائمی را تضمین می کند.