
چگونه یک قطعه قالب گیری شده 2K را اعتبارسنجی و تأیید کنیم
اعتبارسنجی یک قطعه قالب گیری شده 2K شامل فرآیندی چندمرحله ای است که بر سه حوزه کلیدی تمرکز دارد: دقت ابعادی، استحکام پیوند ماده و عملکرد عملکردی. این فرآیند تضمین می کند که مؤلفه نهایی همه مشخصات را برآورده کند. به عنوان تولیدکننده قطعات حیاتی 2K، فرآیند تأیید صلاحیت قوی ای داریم. این تضمین می کند که هر قطعه نه تنها با مشخصات طراحی مطابقت دارد، بلکه در کاربرد واقعی خود نیز به طور قابل اعتمادی عمل می کند. قطعه ای که به درستی اعتبارسنجی نشده باشد، خطر قابل توجهی برای کیفیت محصول و اعتبار برند ایجاد می کند.
این راهنما مراحل ضروری برای یک فرآیند اعتبارسنجی و صلاحیت کامل را شرح می دهد. ما همه چیز را از بازرسی های اولیه نمونه های اولیه تا آزمون های پیشرفته عملکرد مورد نیاز برای کاربردهای دشوار پوشش خواهیم داد. پیروی از یک پروتکل ساختاریافته تنها راه تضمین همکاری قطعه، قالب و فرآیند تولید برای تولید محصولی یکپارچه و قابل اعتماد است.
بنیاد: بازرسی ابعادی و بصری
اولین گام در اعتبارسنجی هر قطعه قالب گیری شده، تأیید این است که به اندازه و شکل صحیح ساخته شده است. این یک بررسی اساسی است تا اطمینان حاصل شود قالب به درستی ساخته شده و فرآیند پایدار است. این مرحله اندازه گیری دقیق را با ارزیابی بصری تخصصی ترکیب می کند.
بازرسی مقاله اول (FAI) چیست؟
بازرسی مقاله اول یا FAI یک فرآیند رسمی است که در آن اولین قطعات تولید شده از یک ابزار جدید با دقت اندازه گیری می شوند. هدف این است که اطمینان حاصل شود همه ابعاد نقشه مهندسی رعایت شده اند. این یک مرور جامع است که پایه ای برای تمام تولیدات آینده ایجاد می کند.
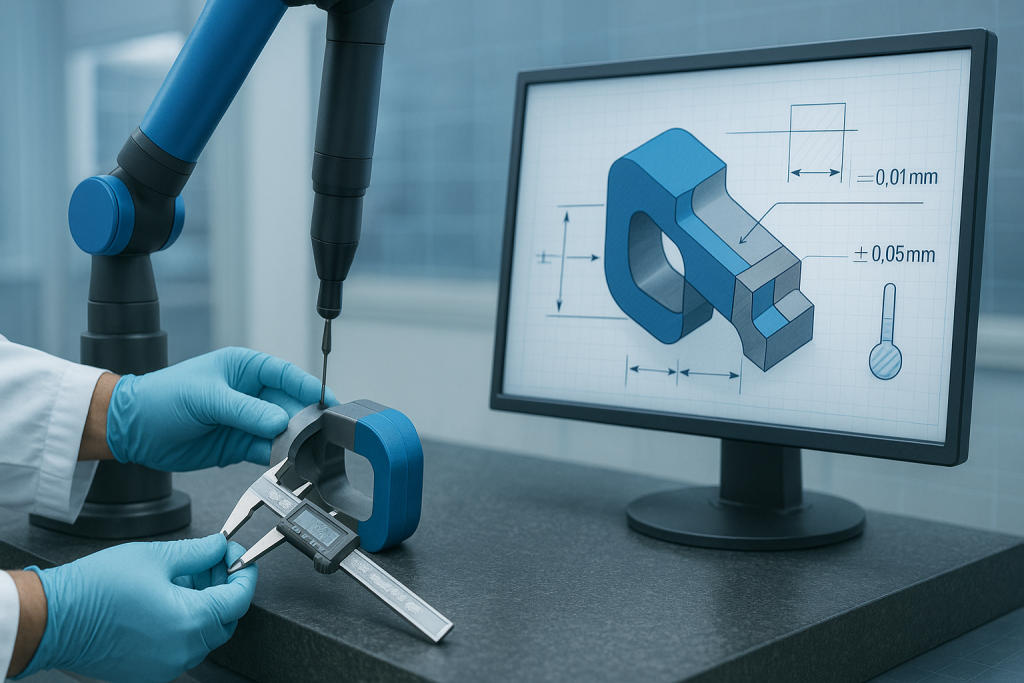
این فرآیند از ابزارهای مختلف مترولوژی استفاده می کند. ابعاد ساده را می توان با کالیپرها و میکرومترهای دیجیتال بررسی کرد. برای هندسه های پیچیده تر و تلرانس های دقیق تر، از دستگاه اندازه گیری مختصات (CMM) استفاده می شود. یک CMM از یک پروب بسیار حساس برای اندازه گیری دقیق سطوح قطعه استفاده می کند. اعتبارسنجی مدرن همچنین ممکن است از اسکنرهای نوری سه بعدی غیرتماسی برای ایجاد نقشه دیجیتال کامل قطعه استفاده کند که سپس می توان آن را مستقیما با فایل CAD اصلی مقایسه کرد. نتایج در یک گزارش دقیق FAI گردآوری شده است. اصول کلیقالب گیری تزریقی 2Kبستگی به این دقت اولیه دارد.
چرا بازرسی بصری برای قطعات 2K حیاتی است؟
در کنار اندازه گیری دقیق، بازرسی بصری دقیق نیز حیاتی است. یک مهندس کیفیت باتجربه، اولین نمونه ها را برای هرگونه نقص رایج قالب گیری بررسی می کند. این موارد شامل مشکلاتی مانند فلاش (ماده اضافی)، علامت های فرورفتگی (فرورفتگی های سطحی)، شات های کوتاه (قطعات ناقص) و خطوط جریان است.
برای قطعات 2K، بازرسی بصری حتی حیاتی تر است. توجه ویژه ای به خط مرزی محل تلاقی این دو ماده شده است. این خط قطع باید واضح، تمیز و یکنواخت باشد. نباید هیچ نشانه ای از نشت رنگ وجود داشته باشد، جایی که رنگدانه از یک ماده به ماده دیگر مهاجرت می کند. پوشش کلی ظاهری هر دو ماده باید استانداردهای تعیین شده برای محصول نهایی را برآورده کند.
چگونه پیوند ماده بحرانی را آزمایش کنیم
مهم ترین ویژگی قطعه قالب گیری شده 2K، استحکام پیوند بین این دو ماده است. اگر این پیوند شکست بخورد، قطعه هم از کار می افتد. بنابراین، بخش قابل توجهی از فرآیند اعتبارسنجی به آزمایش صحت این پیوند اختصاص یافته است. کل هدففرآیند قالب گیری تزریقی 2kایجاد این ادغام دائمی است.
درک الزامات استحکام پیوند
سطح تست مورد نیاز کاملا به کاربرد قطعه بستگی دارد. برای یک قطعه ساده ظاهری که قالب گیری برای کنتراست رنگ است، یک آزمون کیفی پایه ممکن است کافی باشد. با این حال، برای یک قطعه سازه ای یا یک دستگاه پزشکی، یک آزمایش بسیار دقیق تر و کمی برای تضمین ایمنی و قابلیت اطمینان لازم است. طرح اعتبارسنجی باید معیارهای پذیرش قدرت اوراق را به وضوح تعریف کند.
روش های آزمون باند کیفی
آزمون های کیفی روش های سریع و ساده ای برای درک بهتر کیفیت پیوند هستند. آن ها مقدار عددی ارائه نمی دهند اما به راحتی می توانند پیوند خوب یا بد را تشخیص دهند.
یکی از رایج ترین روش ها، دفترچه راهنما استآزمون پیل. تکنسین با استفاده از ابزار برش یک زبانه کوچک در ماده بیش از حد قالب گیری شده ایجاد می کند و سپس سعی می کند با انبردست آن را جدا کند. در بخش بزرگی، پیوند قوی تر از خود ماده خواهد بود. این امر منجر به «شکست چسبندگی» می شود، که در آن ماده TPE یا TPU پاره می شود و لایه ای از باقی مانده روی بستر باقی می ماند. نتیجه نامطلوب «شکست چسب» است، جایی که قالب اضافی به طور تمیز جدا می شود و نشان دهنده چسبندگی ضعیف است.
روش دیگر این است کهآزمون چسبندگی متقاطع دریچه. یک شبکه از مربع ها با دقت در سطح قالب گیری برش داده می شود. سپس یک نوار چسب ویژه با استحکام بالا به طور محکم روی شبکه چسبانده شده و به سرعت جدا می شود. اگر هر یک از مربع های ماده با نوار جدا شود، اتصال به عنوان شکست در نظر گرفته می شود.
روش های آزمون کمی پیوند
برای کاربردهای حیاتی، مقدار عددی برای استحکام پیوند لازم است. رایج ترین روش برای این کار عبارت است ازآزمون کشش کششیبا استفاده از دستگاهی به نام تنزومتر. نمونه ای از قطعه 2K به طور ویژه آماده و در دستگاه گیره می شود. سپس دستگاه دو ماده را با سرعت کنترل شده از هم جدا می کند و مقدار دقیق نیروی لازم (بر حسب نیوتن یا پوند-نیرو) لازم برای شکستن پیوند را اندازه گیری می کند. این داده ها را می توان ثبت و با مشخصات حداقل استحکام مقایسه کرد تا نتیجه قبولی/رد واضحی ارائه شود.
اعتبارسنجی عملکرد عملکردی و زیست محیطی
یک قطعه می تواند از نظر ابعادی کامل باشد و پیوند قوی داشته باشد، اما تا زمانی که ثابت نکند می تواند وظیفه خود را در محیط مورد نظر انجام دهد، به طور کامل اعتبارسنجی نمی شود. این مرحله از آزمایش فراتر از آزمایشگاه رفته و شرایط واقعی قطعه را در طول عمر خدمت خود شبیه سازی می کند.
آیا قطعه همان طور که باید کار می کند؟
اولین قدم، آزمون عملکردی است. این اغلب شامل بررسی بیتی است که در آن قطعه 2K به محصول نهایی خود مونتاژ می شود. آیا به درستی با قطعات دیگر جفت می شود؟ آیا مجوزها درست هستند؟ برای قطعاتی مثل ارگونومیکقالب گیری 2K با گریپ های نرم لمس، این مرحله همچنین شامل تست کاربر است. آیا این بخش درست به نظر می رسد؟ آیا گرفتن مؤثر است؟ آیا بافت مناسب است؟ هر مشکلی که در اینجا یافت شود می تواند به مشکلات ظریف ابعادی یا مواد اشاره کند که در بازرسی های اولیه شناسایی نشده اند.
این قطعه چگونه در محیط خود زنده خواهد ماند؟
آزمایش های زیست محیطی قطعه را در معرض فشارهایی قرار می دهد که در طول عمرش با آن مواجه خواهد شد. آزمایش های خاص به کاربرد محصول بستگی دارد.
- چرخه حرارتی:بسیاری از محصولات در معرض دماهای متغیر قرار دارند. قطعات در یک محفظه حرارتی قرار می گیرند و در معرض چرخه های گرما و سرمای شدید قرار می گیرند. این موضوع به ویژه برای قطعات 2K اهمیت دارد، زیرا این دو ماده با نرخ های متفاوتی منبسط و منقبض می شوند. این آزمایش بررسی می کند که آیا این تنش تفاضلی پیوند را در طول زمان تضعیف می کند یا خیر.
- مقاومت شیمیایی:قطعه در معرض هرگونه ماده شیمیایی که ممکن است در حین استفاده با آن ها مواجه شود، مانند مواد پاک کننده، روغن ها، سوخت ها یا حلال ها قرار می گیرد. پس از قرار گرفتن، قطعه برای هرگونه نشانه ای از فرسایش مواد، تورم یا کاهش استحکام پیوند بررسی می شود. این موضوع برای انتخاب مناسب بسیار حیاتی استمواد قالب گیری تزریقی 2k.
- تابش UV:برای قطعاتی که در فضای باز استفاده می شوند، تست UV شتاب یافته ضروری است. قطعات در محفظه ای قرار می گیرند که آن ها را با اشعه شدید فرابنفش بمباران می کند تا سال ها تابش خورشید را در عرض چند هفته شبیه سازی کند. این روش برای بررسی محو شدن رنگ، شکنندگی یا شکست پیوند به دلیل تخریب UV انجام می شود.
فرآیند کامل صلاحیت: IQ، OQ، PQ
در صنایع تحت نظارت مانند پزشکی و خودروسازی، فرآیندی رسمی تر و مستند تر به نام صلاحیت لازم است. این فرآیند از چارچوبی شامل صلاحیت نصب (IQ)، صلاحیت عملیاتی (OQ) و صلاحیت عملکرد (PQ) استفاده می کند تا ثابت کند فرآیند تولید پایدار و قابل تکرار است. این سطح از سخت گیری یک عامل کلیدی در مقایسه استقالب گیری تزریقی 2k در مقابل قالب گیری بیش از حد.
مراحل کلیدی در اجرای صلاحیت فرآیند
مرحله نهایی، صلاحیت عملکرد (PQ)، یک دوره تولید شبیه سازی شده است که برای اثبات این فرآیند طراحی شده است که می تواند قطعات خوب را در مدت زمان طولانی به طور مداوم تولید کند. یک پروتکل معمولی PQ شامل چندین مرحله کلیدی است. برای زمینه ای گسترده تر، درک اصول اساسی همه چیز مفید استقالب گیری تزریقی.
- مدت زمان اجرا را تعریف کنید که معمولا شامل سه اجرای جداگانه و موفق هر کدام چند ساعت است.
- از یک دسته واحد و یکنواخت از مواد خام برای همه دفعات استفاده کنید تا تنوع را به حداقل برسانید.
- هرگونه تنظیم در پارامترهای فرایند قالب گیری پس از شروع کار را ممنوع کنید.
- قطعات ابتدا، وسط و انتهای هر سه دور را جمع آوری و بررسی کنید.
- اندازه گیری های کامل بعدی را روی نمونه آماری این بخش ها انجام دهید.
- از ابزارهای کنترل آماری فرآیند (SPC) برای محاسبه شاخص های قابلیت فرآیند (مانند Cpk و Ppk) استفاده کنید تا ثابت کنید فرآیند از نظر آماری پایدار است و قادر به رسیدن به تلرانس های مورد نیاز است.
سؤالات متداول
اعتبارسنجیفرآیند سطح بالا برای تأیید اینکه بخش نهایی نیازهای کلی کاربر و کاربرد مورد نظر آن را برآورده می کند، است. این سؤال را پاسخ می دهد: «آیا بخش درست را ساختیم؟»
صلاحیتفرآیند خاص و مستند اثبات اینکه تجهیزات و فرآیند تولید قادر به تولید مکرر و قابل اعتماد آن قطعه هستند.
ایجاد یک برنامه اعتبارسنجی یک تلاش مشترک است. اینمشتری(مالک محصول) مسئول تعریف الزامات نهایی و معیارهای پذیرش است. آن ها می دانند قطعه چگونه باید عمل کند و چه چیزی موفقیت یا شکست محسوب می شود.
تعداد قطعات مورد نیاز برای FAI به طراحی قالب و بحرانی بودن قطعه بستگی دارد. یک روش رایج برای قالب های چندحفره ای این است که یک چیدمان کامل و ۱۰۰٪ بعدی روی ۳ تا ۵ قطعه گرفته شده ازهر حفره.
در آزمون اوراق قرضه، «شکست انسجام» نتیجه ایده آل است. این بدان معناست که پیوند چسبنده بین دو ماده قوی تر از مقاومت داخلی یا چسبندگی ماده ضعیف تر است. وقتی سعی می کنید آن ها را جدا کنید، خود ماده پاره می شود و لایه ای از باقی مانده روی بستر باقی می ماند.
این موضوع به ماهیت تغییر و اهمیت محصول بستگی دارد. معمولا نیازی به بررسی کامل IQ/OQ/PQ نیست، اما همیشه توصیه می شود تا حدی اعتبارسنجی مجدد انجام شود.