
ابزار سازی دو متریال چیست و چگونه کار می کند؟
ابزار سازی دو ماده، که به عنوان قالب تزریقی 2K یا دو شات نیز شناخته می شود، نوعی قالب پیشرفته است که اجازه می دهد دو ماده پلاستیکی مختلف در طول یک چرخه ماشین به صورت شیمیایی به یک قطعه نهایی تزریق و متصل شوند. این روش با استفاده از مکانیزم های پیچیده داخلی مانند صفحه چرخان یا هسته های جمع شونده، قطعه تزریق شده اول (زیربنا) را برای دریافت تزریق دوم جابجا می کند. این فناوری پیشرفته کلید تولید مؤثر قطعات یکپارچه و چندماده ای در مقیاس وسیع است.
نکات کلیدی
- چیست:یک قالب پیچیده با دو حفره متفاوت که برای تشکیل یک قطعه دو ماده در یک پرس طراحی شده است.
- نحوه کارکرد آن:معمولا یک ماده را تزریق می کند، هسته قالب را ۱۸۰ درجه می چرخاند و سپس ماده دوم را روی ماده اول تزریق می کند.
- انواع اصلی:رایج ترین مکانیزم آن صفحه چرخشی است، اما روش های دیگری مانند هسته های لغزنده نیز استفاده می شوند.
- دلیل استفاده از آن:برای دستیابی به پیوند دائمی و برتر بین مواد و دستیابی به بهره وری تولید عظیم برای تولید های پرحجم.
ابزار سازی دو ماده چیست؟ (و تفاوت آن با قالب های استاندارد)
ابزار دو ماده یک پایه قالب واحد است که شامل دو مجموعه مختلف حفره و هسته است، که به آن اجازه می دهد قطعه ای پیچیده و دو ماده ای را در یک چرخه پرس تولید کند. برخلاف قالب تزریقی استاندارد که یک حفره برای تولید یک قطعه از یک ماده دارد، ابزار 2K اساسا دو قالب بسیار یکپارچه و دقیقا هم تراز درون یک ابزار است.
برای درک تفاوت، یک قیاس می تواند مفید باشد. مثل یک کتاب به آن فکر کنید:
- A قالب استانداردمثل یک صفحه است. پرس بسته می شود، پلاستیک تزریق می کند و قطعه نهایی را خارج می کند. فرآیند کامل شده است.
- ابزارآلات دو ماده ایمثل دو صفحه روبروی آن کتاب است. پس از «چاپ» شدن صفحه اول (تزریق با ماده A)، عطف کتاب (مرکز چرخان قالب) صفحه را می چرخاند و بخش اول را به صفحه دوم ارائه می دهد. سپس دستگاه چاپ بسته شده و ماده B را روی بخش اول «چاپ» می کند و قطعه را کامل می کند.
این ابزار تخصصی، موتور محرک کل فرآیندی است که ما در آن توضیح می دهیمچگونه قالب گیری تزریقی 2K کار می کند. این طراحی پیچیده امکان ادغام بی وقفه دو ماده را بدون نیاز به جابجایی دستی یا عملیات ثانویه فراهم می کند.
چگونه ابزار سازی با ماده دوگانه کار می کند: یک چرخه چهار مرحله ای
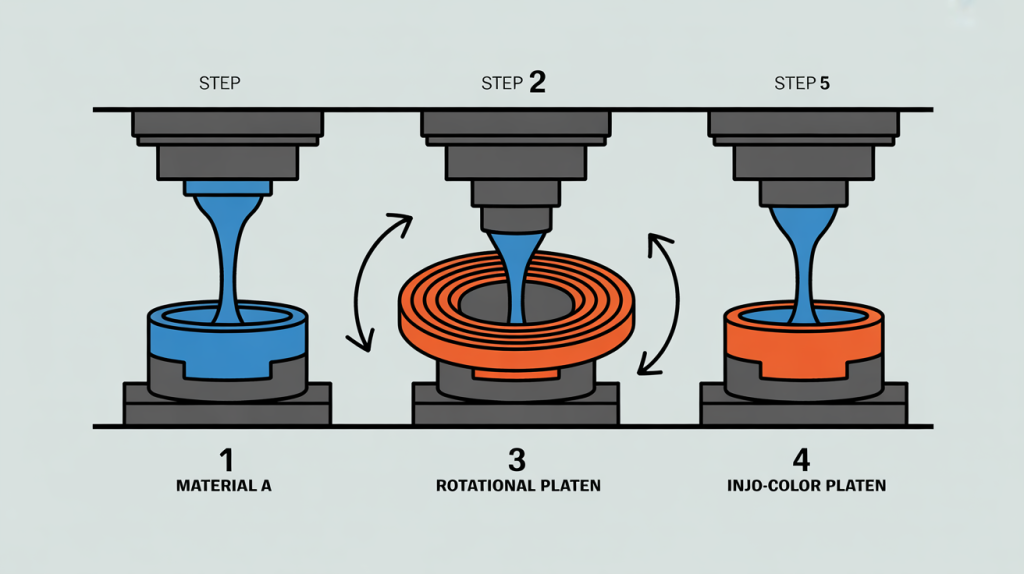
رایج ترین نوع ابزار دو ماده ای از صفحه چرخشی استفاده می کند. این فرایند شگفتی ای از کارایی است و در هر چرخه یک قطعه نهایی دو ماده ای تولید می کند. در اینجا یک بررسی گام به گام از نحوه عملکرد آن آمده است.
مرحله ۱: تزریق اول
چرخه با بسته شدن دو نیمه قالب آغاز می شود. اولین واحد تزریق روی پرس، ماده A (مثلا پلی پروپیلن سخت) را با دما و فشار مشخص به حفره اول تزریق می کند. این شات زیرلایه یا بدنه اصلی قطعه را تشکیل می دهد.
مرحله ۲: جابجایی قالب (چرخش ۱۸۰ درجه)
وقتی اولین شات تا حدی سرد شد اما هنوز به اندازه کافی داغ بود تا پیوند شیمیایی ایجاد کند، قالب کمی باز می شود. صفحه مرکزی قالب که سمت هسته را نگه می دارد، سپس دقیقا ۱۸۰ درجه می چرخد. این عمل بستر تازه قالب گیری شده را از موقعیت اولیه به حفره دوم بزرگ تر منتقل می کند.
مرحله ۳: تزریق دوم
قالب دوباره بسته می شود، این بار بستر دقیقا در حفره دوم قرار گرفته است. واحد تزریق دوم در پرس، ماده B (مثلا یک TPE نرم و انعطاف پذیر) را به حفره دوم تزریق می کند. این ماده جدید به درون، روی یا اطراف بستر منتظر جریان می یابد و در سطح مولکولی با آن ادغام می شود تا پیوندی دائمی ایجاد کند.
یکی از کلیدهای کارایی این فرآیند این است که در حالی که تزریق دوم انجام می شود، واحد تزریق اول در حال تزریق زیرلایه بعدی در حفره اول است. این یعنی هر دو واحد تزریق به صورت موازی کار می کنند.
مرحله ۴: خنک سازی و خروج
در نهایت، کل قطعه به حالت جامد سرد می شود. قالب برای آخرین بار باز می شود و یک سیستم پرتابگر، اغلب با بازوی رباتیک، قطعه تک ماده ای و تمام شده دو ماده را حذف می کند. با خارج شدن قطعه نهایی، قالب در حال چرخاندن زیرلایه بعدی در موقعیت خود است و این چرخه به طور بی وقفه تکرار می شود، اغلب در کمتر از ۶۰ ثانیه.
انواع اصلی سازوکارهای ابزار سازی دو ماده
اینسازوکارهای اصلیبرای ابزارآلات دو ماده، صفحات چرخشی و ابزارهای هسته ای هستند. انتخاب بین آن ها کاملا به هندسه قطعه و رابطه بین دو ماده بستگی دارد.
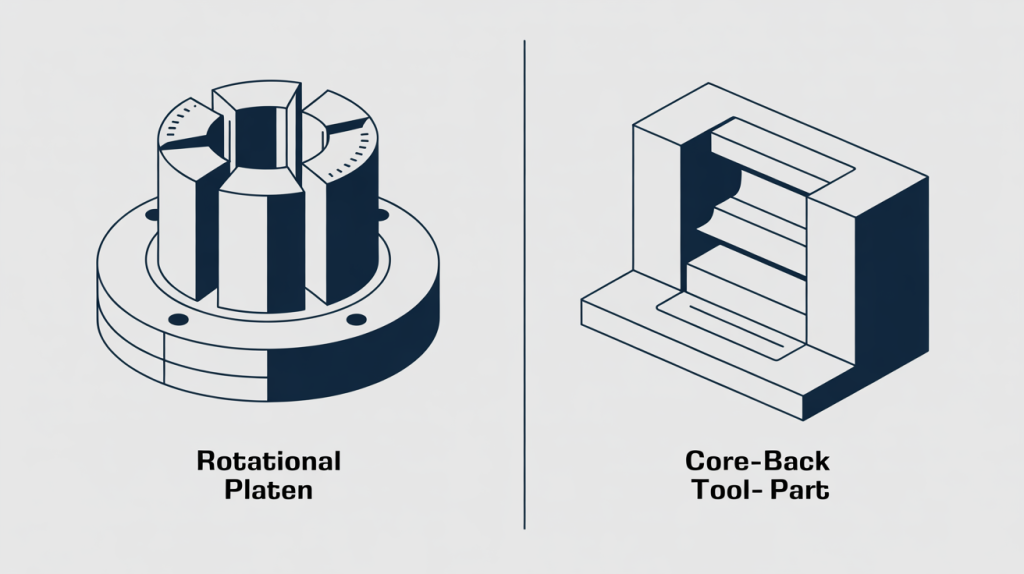
ابزارآلات صفحه ای چرخشی
این استروش چرخش ۱۸۰ درجهدر تجزیه چرخه توضیح داده شده و رایج ترین و چندمنظوره ترین نوع ابزار 2K است. پس از اولین شلیک، نیمه هسته ای قالب می چرخد تا بستر را به حفره دوم منتقل کند.
- بهترین گزینه برای:قطعات پیچیده ای که دو ماده در کنار هم قرار دارند، دور هم پیچیده اند یا نیاز به یکپارچگی ۳۶۰ درجه دارند. این روش اصلی برای ساخت قطعاتی مانند دسته ابزار برقی با دسته های کاملا نرم، محفظه های ضدآب با مهر و موم های یکپارچه یا دکمه های خودرو با آیکون قالب گیری شده است.
ابزارآلات هسته ای (یا هسته لغزنده)
در این طراحی هوشمندانه، قالبنمی چرخد. در عوض، پس از تزریق اولین شلیک ماده، بخشی از فولاد قالب که به آن اسلاید یا هسته گفته می شود، جمع می شود یا کنار می رود. این عمل فضای جدید و خالی را در همان حفره ایجاد می کند. ماده دوم سپس به این خلأ تازه ایجاد شده تزریق می شود.
- بهترین گزینه برای:قطعاتی که شامل لایه گذاری یک ماده روی ماده دیگر در هندسه ای ساده تر است. این روش برای افزودن سطحی نرم روی پایه سفت، ایجاد لولای زندگی انعطاف پذیر بین دو بخش سخت، یا قالب گیری پنجره به شکل محفظه عالی است.
جدول مقایسه: صفحه چرخشی در مقابل هسته پشت
| ویژگی | ابزارآلات صفحه ای چرخشی | ابزارآلات هسته عقب (هسته لغزنده) |
| پیچیدگی | خیلی بالا؛ در واقع دو قالب در یک قالب وجود دارد. | بالا است، اما معمولا ساده تر از چرخشی است. |
| عمل قالب گیری | نیمه هسته ای قالب ۱۸۰ درجه می چرخد. | یک اسلاید یا هسته درون قالب جمع می شود. |
| هندسه بخش | ایده آل برای قطعات پیچیده و چندوجهی. | بهترین گزینه برای هندسه های ساده و لایه ای. |
| موارد استفاده رایج | دسته های کامل، مهر و موم های ۳۶۰ درجه یکپارچه، دکمه های پیچیده. | پدهای لمسی نرم، لولاهای انعطاف پذیر، پنجره ها. |
| الزامات مطبوعاتی | نیاز به پرس با صفحه چرخشی دارد. | گاهی اوقات می توان آن را در پرس استاندارد با مدارهای کشش هسته ای استفاده کرد. |
صادرات به شیت ها
ملاحظات حیاتی طراحی برای ابزارهای دو ماده
یک ابزار موفق دو ماده یک دستاورد مهندسی بزرگ است که نیازمند تخصص عمیق در علم مواد، جریان قالب و ماشین کاری دقیق است. این صرفا افزودن یک حفره دوم نیست؛ کل ابزار باید به گونه ای طراحی شود که تعامل پیچیده بین دو ماده مختلف را تحت حرارت و فشار شدید مدیریت کند.
سازگاری مواد و پیوند
ابزار باید بر اساس خواص حرارتی و جریان خاص هر دو پلاستیک طراحی شده باشد. پیوند شیمیایی قوی تنها زمانی رخ می دهد که دو ماده با هم سازگار باشند و شات دوم در حالی تزریق شود که شات اول در دمای بهینه باشد. کانال های خنک کننده ابزار باید به گونه ای مهندسی شوند که این دما را به طور کامل حفظ کنند. این انتخاب بر اساس اصول ما اداره می شودراهنمای مواد قالب گیری تزریقی 2K.
سطوح قطع شده
سطوح قطع شونده دقیقا همان نواحی هستند که دو نیمه قالب (یا اسلایدها و هسته ها) برای مهار پلاستیک مذاب با فشار بالا به هم می رسند. در یک ابزار 2K، ایجاد مرز واضح و تمیز بین ماده A و ماده B نیازمند قطع های بسیار دقیق است. هر شکاف میکروسکوپی می تواند باعث «فلش» شود، جایی که ماده دوم روی ماده اول نفوذ می کند و قطعه را خراب می کند. این سطوح باید با تلرانس های بسیار دقیق ماشین کاری شوند و برای تحمل میلیون ها چرخه بدون سایش طراحی شوند.
دروازه بندی و سرمایش
ابزار باید دو سیستم گیت و رانر کاملا جداگانه داشته باشد تا هر ماده به حفره مربوطه برسد. محل های دروازه برای اطمینان از اینکه پلاستیک حفره را به درستی پر می کند و نقص ایجاد نمی کند، حیاتی هستند. علاوه بر این، ابزار به شبکه ای پیچیده از کانال های خنک کننده نیاز دارد تا دماهای مختلف مورد نیاز هر ماده را مدیریت کند و اطمینان حاصل کند که قطعه به طور یکنواخت خنک می شود و از تاب خوردگی جلوگیری می کند.
انقباض تفاضلی
تقریبا همه پلاستیک ها هنگام سرد شدن جمع می شوند. وقتی از دو ماده متفاوت استفاده می کنید، تقریبا مطمئنا با نرخ های متفاوتی جمع می شوند. طراح ابزار باید این نرخ های جمع شدگی مختلف را محاسبه کرده و حفره ها را ماشین کاری کند تا جبران آن ها را جبران کند. برای مثال، حفره ماده ای که بیشتر کوچک می شود کمی بزرگ تر خواهد شد. عدم مدیریت انقباض تفاضلی منجر به قطعه ای خمیده و نادقیق از نظر ابعادی می شود. این پیچیدگی عامل کلیدی در مقایسه استقالب گیری تزریقی 2K در مقابل قالب گیری بیش از حد.
سوالات متداول کوتاه
ابزارآلات دو ماده سرمایه گذاری قابل توجهی است که اغلب هزینه بر است۳۰ تا ۵۰ درصد بیشتراز قالب تک شات مشابه، و گاهی حتی بیشتر بسته به پیچیدگی. این امر به دلیل پایه قالب بزرگ تر، مکانیزم های داخلی پیچیده مانند صفحه چرخشی و زمان طراحی و ماشین کاری طولانی مورد نیاز است. با این حال، این هزینه اولیه معمولا برای تولید انبوه بالا توجیه پذیر است، زیرا هزینه مونتاژ دستی را حذف می کند و منجر به کاهش هزینه کلی به ازای هر قطعه می شود.
این ابزارآلات نیازمند پرس قالب گیری تزریقی تخصصی است. ماشین باید داشته باشددو واحد تزریق مستقل(یا بشکه ها) برای ذوب و تزریق دو ماده مختلف. اگر از ابزار چرخشی استفاده کنید، پرس باید بهصفحه چرخشیو سیستم کنترلی لازم برای مدیریت چرخه پیچیده و چندمرحله ای.
طراحی و ساخت یک ابزار دو ماده ای بسیار پیچیده است. یک شریک متخصص بسیار مهم است زیرا دانش مهندسی عمیقی برای مدیریت تعامل دو ماده، طراحی سطوح دقیق قطع کننده، محاسبه انقباض تفاضلی و بهینه سازی خنک کنندگی دارد. اشتباهات در مرحله طراحی بسیار پرهزینه است و می تواند منجر به ابزاری شود که به سادگی کار نمی کند، بنابراین همکاری با یک قالب ساز باتجربه ضروری است.
نتیجه گیری
ابزار سازی دو ماده فناوری پیشرفته و قدرتمندی است که قالب گیری تزریقی 2K با حجم بالا و کیفیت بالا را ممکن می سازد. اگرچه این پروژه سرمایه گذاری قابل توجهی در مهندسی و سرمایه گذاری محسوب می شود، اما توانایی آن در تولید قطعات کاملا یکپارچه و چندماده ای در یک چرخه خودکار از نظر کارایی و کیفیت قطعات بی نظیر است. درک مکانیزم عملکرد این ابزارآلات اولین گام برای هر طراح یا مهندسی است که به دنبال بهره برداری کامل از پتانسیل اجزای چندماده ای است.
برای دیدن نتایج نهایی این فناوری شگفت انگیز، این موارد رایج را بررسی کنیدکاربردهای قالب گیری تزریقی 2K.