
قالب گیری Soft Touch Graps 2K: فرآیند طراحی ارگونومیک و ساخت
در دنیای طراحی محصول، اولین لمس اغلب عامل تعیین کننده است. احساس محصول در دست کاربر می تواند فورا کیفیت، راحتی و کنترل را منتقل کند. یک گریپ لوکس و راحت می تواند یک ابزار ساده را به یک ساز حرفه ای تبدیل کند و یک دستگاه الکترونیکی استاندارد را به یک کالای لوکس تبدیل نماید. این تعامل حیاتی بین کاربر و محصول، علم ارگونومی است و در قلب آن، خلق گریپ نرم و بی نقص قرار دارد.
گریپ های نرم ساخته شده با قالب گیری 2Kاین قطعات ارگونومیک برتر هستند که در آن ماده ای نرم و انعطاف پذیر مانند الاستومر ترموپلاستیک (TPE) به طور دائمی در یک چرخه تولید خودکار به دسته ای سخت متصل می شود که باعث حذف مونتاژ و افزایش چشمگیر دوام می شود. این فرآیند پیشرفته کلید تولید گریپ های با عملکرد بالا است که هم راحت هستند و هم برای دوام ساخته شده اند.
به عنوان یک رهبر جهانی در ساخت قالب های دقیق، سان آن مولد در هنر و علم پیچیده قالب گیری تزریقی 2K تخصص دارد. این راهنما نگاهی عمیق به فناوری، مواد و اصول طراحی لازم برای ساخت گریپ های نرم و استثنایی ارائه می دهد که در هر بازاری مزیت رقابتی ایجاد می کنند.
علم ارگونومی: چه چیزی یک گرفتن را «لمس نرم» می کند؟
اصطلاح «لمس نرم» فراتر از صرفا نرم بودن است. این یک تجربه لمسی با دقت مهندسی شده است که برای حداکثر کردن راحتی و کنترل کاربر طراحی شده است. این شامل درک عمیق از لمس—علم لمس—و ارگونومی است.
یک گرفتن ارگونومیک موفق چندین مزیت کلیدی دارد:
- توزیع راحتی و فشار:سطحی نرم و انعطاف پذیر کمی با دست کاربر هماهنگ می شود، فشار را به طور یکنواخت توزیع کرده و فشار را در استفاده طولانی مدت کاهش می دهد. این موضوع هم برای ابزارهای برقی صنعتی و هم برای وسایل آشپزخانه مصرفی حیاتی است.
- میرایی ارتعاش و جذب شوک:برای ابزارهایی که لرزش قابل توجهی تولید می کنند، مانند دریل یا سنباده، لایه نرم TPE به عنوان دمپر عمل می کند. این دستگاه لرزش های با فرکانس بالا را قبل از رسیدن به دست کاربر جذب می کند و خستگی و خطر آسیب طولانی مدت را کاهش می دهد.
- سطح ایمن و ضد لغزش:اصطکاک ذاتی موادی مانند TPE چسبندگی ایمن و غیرلغزشی را حتی در شرایط مرطوب یا روغنی فراهم می کند. این امر ایمنی و دقت را افزایش می دهد، چه برای جراحی که ابزار در دست دارد و چه برای کارگر کارخانه ای که ماشین آلات را کار می کند.
یکی از مشخصات فنی کلیدی در تعریف این حس این استشور ای هاردنس. این مقیاس انعطاف پذیری مواد لاستیکی را اندازه گیری می کند. برای بیشتر گرفتن های نرم، ماده ای با سختی بینShore 30A (خیلی نرم، مثل کفی ژلی) و Shore 80A (سفت تر، مثل لاستیک ماشین)ایده آل است. سختی خاص بر اساس کاربرد مورد نظر محصول، دوام مورد نیاز و حس لمسی مورد نظر انتخاب می شود.
فرآیند تولید: چگونه قالب گیری 2K یک گریپ بی نقص ایجاد می کند
ایجاد یک گریپ دو ماده بدون درز نیازمند فرآیند ساخت بسیار پیشرفته و دقیق است. قالب گیری تزریقی 2K این کار را در یک چرخه ماشین انجام می دهد و تراز کامل و پیوند شکست ناپذیر را تضمین می کند.
در اینجا یک توضیح گام به گام از نحوه ساخت دسته معمولی نرم آورده شده است:
مرحله ۱: زیرلایه سخت (هسته دسته)
ابتدا قالب بسته می شود و واحد تزریق اولیه پلاستیک مذاب—معمولا ماده ای سخت مانند پلی پروپیلن (PP) یا ABS—را به اولین حفره قالب پرتاب می کند. این هسته سخت و ساختاری دسته را تشکیل می دهد که به آنبستر.
مرحله ۲: چرخش کپک ۱۸۰ درجه
وقتی بستر به اندازه کافی سفت شد، قالب باز می شود و نیمه مرکزی قالب که بستر جدید را نگه می دارد، ۱۸۰ درجه می چرخد. این کار زیرلایه را دقیقا به حفره دوم و کمی بزرگ تر همان ابزار منتقل می کند و آن را برای مرحله بعدی کاملا مناسب می کند.
مرحله ۳: قالب گیری نرم TPE (گریپ نرم)
کپک دوباره بسته می شود. اکنون، واحد تزریق دوم، ماده نرم لمسی، معمولا یک TPE، را به حفره دوم تزریق می کند. این ماده مذاب روی بخش های خاصی از زیرلایه سخت جریان می یابد و فضای طراحی شده برای گرفتن را پر می کند.
مرحله ۴: پیوند شیمیایی و مکانیکی
هنگامی که ماده داغ TPE با بستر هنوز گرم تماس پیدا می کند، اگر مواد از نظر شیمیایی سازگار باشند، همجوشی مولکولی رخ می دهد. دقیقاپیوند شیمیاییفوق العاده قوی است. همزمان، ماده TPE هرگونه زیربریدگی یا سوراخ طراحی شده در زیرلایه را پر می کند و یکقفل مکانیکی. این رویکرد پیوند دوگانه منجر به قطعه ای تمام شده می شود که عملا یک واحد واحد جدانشدنی است. سپس گریپ کامل شده سرد و خارج می شود تا بدون هیچ مونتاژ اضافی آماده استفاده شود.
چرا قالب گیری 2K روش برتر برای گرفتن های ارگونومیک است
در حالی که روش های دیگری برای ساخت گریپ وجود دارد، قالب گیری تزریقی 2K از نظر کیفیت، دوام و ارزش بلندمدت بسیار بالاتر از آن هاست.
| ویژگی | قالب گیری تزریقی 2K | دسته های لاستیکی چسبانده شده | مجموعه مکانیکی (آستین ها) |
| دوام (باند) | عالی (پیوند مولکولی) | ضعیف (چسب ممکن است خراب شود) | منصفانه (می تواند شل یا بچرخد) |
| آزادی طراحی | عالی (اشکال مختلط) | Fair (هندسه های محدود) | فقیر (اشکال استوانه ای ساده) |
| سرعت تولید | خیلی سریع (چرخه خودکار واحد) | آهسته (چند مرحله ای، کار یدی) | کند (نیاز به مونتاژ) |
| هزینه بلندمدت | در حجم بالا پایین تر | هزینه های بالای نیروی کار و خرابی | هزینه های متوسط نیروی کار |
| پوشش ظاهری | بی نقص و حرفه ای | خطوط چسب قابل مشاهده، پوسته شدن | درزهای قابل مشاهده، شکاف های احتمالی |
برای هر محصولی که کیفیت و طول عمر در آن اهمیت دارد، قالب گیری 2K تنها روشی است که تضمین می کند دسته در طول عمر محصول جدا نشود، لیز نخورد یا از دسته جدا نشود.
انتخاب مواد: انتخاب بهترین پلیمر برای گریپ نرم شما
انتخاب مواد مهم ترین عامل در موفقیت گریپ قالب گیری شده 2K است. این موضوع حس لمسی، دوام و مهم تر از همه، استحکام پیوند را تعیین می کند.
مواد نرم (اورمولد)
- TPE (الاستومر ترموپلاستیک):این محبوب ترین انتخاب برای گرفتن های نرم است. ترکیب فوق العاده ای از نرمی شبیه لاستیک، سطوح سختی گسترده موجود، مقاومت خوب در برابر UV و شیمیایی و قابلیت پردازش عالی ارائه می دهد. این ماده مورد استفاده برای همه چیز از کالاهای مصرفی تا قطعات خودرو است.
- TPU (پلی یورتان ترموپلاستیک):برای کاربردهای پرچالش تر، TPU گزینه ای عالی است. اگرچه معمولا سفت تر و کمتر «نرم» از TPE است، اما مقاومت بالاتری در برابر سایش، مقاومت پارگی و مقاومت در برابر روغن ها و چربی ها دارد. اغلب برای گرفتن ابزارهای صنعتی و لوازم ورزشی گران قیمت استفاده می شود.
مواد سخت (زیرساخت)
زیرلایه باید از نظر شیمیایی با ماده قالب گیری شده سازگار باشد تا پیوند قوی ایجاد شود. زوج های رایج عبارتند از:
- پلی پروپیلن (PP) TPE:ترکیبی بسیار رایج و مقرون به صرفه برای محصولات مصرفی.
- ABS یا PC/ABS TPU/TPE:برای محصولاتی که نیاز به مقاومت ضربه ای بالاتر و پوشش لوکس تر دارند، مانند الکترونیک و ابزارهای برقی سطح بالا، استفاده می شود.
- پلی کربنات (PC) TPE:عالی برای قطعات بادوام که باید هم قوی و هم راحت باشند، که اغلب در دستگاه های پزشکی دیده می شود.
۱۰ قانون حیاتی طراحی برای گریپ های قالب گیری شده 2K بی نقص
یک قطعه موفق با یک طراحی موفق آغاز می شود. برای مهندسان و طراحان، رعایت این قوانین برای جلوگیری از مشکلات رایج و تضمین محصولی با کیفیت بالا و قابل ساخت ضروری است.
- ابتدا مواد سازگار را انتخاب کنید:قبل از شروع هر کار طراحی، مطمئن شوید که زیرلایه انتخابی و مواد قالب گیری شده از نظر شیمیایی سازگار هستند تا پیوند مولکولی قوی ایجاد شود.
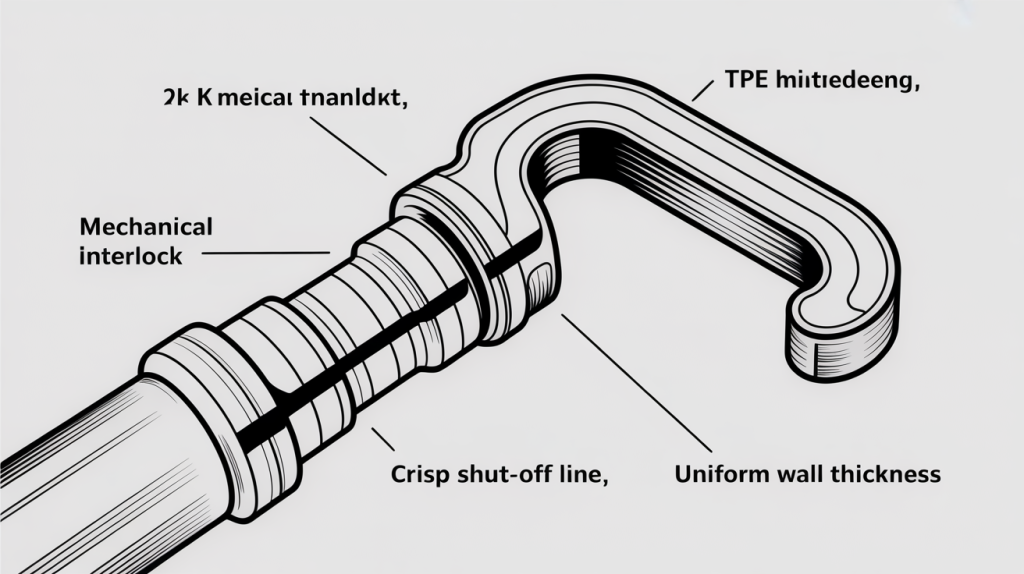
- طراحی برای قفل مکانیکی:حتی زمانی که انتظار پیوند شیمیایی وجود دارد، همیشه در قفل های مکانیکی (زیربریدگی ها، سوراخ های عبوری) به عنوان یک راه ایمنی طراحی کنید. این تضمین کننده پیوند مقاومی است، حتی اگر شرایط فرآیند کمی متفاوت باشد.
- ضخامت یکنواخت دیواره قالب گیری شده را حفظ کنید:لایه نرم TPE باید ضخامت ثابتی داشته باشد، ترجیحا بین ۱.۵ تا ۳.۰ میلی متر. این کار از لکه های سینک جلوگیری می کند و خنک سازی یکنواخت را تضمین می کند.
- قطع کننده های شفاف و تعریف شده ایجاد کنید:خط انتقالی که پلاستیک سخت در آن پایان می یابد و گرفتن نرم شروع می شود، «شات آف» نامیده می شود. این ناحیه باید به صورت پله ای تیز و تمیز طراحی شود تا از «فلش» یا خونریزی مواد نرم جلوگیری شود.
- از سطوح بافت دار روی بستر استفاده کنید:افزودن بافت سبک (مثلا MT-11010) به ناحیه ای از زیرلایه که بیش از حد قالب گیری می شود، سطح را افزایش داده و استحکام پیوند را به طور قابل توجهی افزایش می دهد.
- انتقال های تدریجی را وارد کنید:از گوشه های داخلی تیز در طراحی خود اجتناب کنید. از شعاع های فراوان در جایی که بستر به قالب اضافه می رسد استفاده کنید تا از تجمع تنش که ممکن است منجر به ترک شود جلوگیری شود.
- قرار دادن دروازه ها در مناطق غیربحرانی:گیت های تزریق برای هر دو زیرلایه و قالب گیری را در مناطقی قرار دهید که از نظر ظاهری بحرانی نیستند یا عملکرد قطعه را مختل نمی کنند.
- اطمینان حاصل کنید که تهویه مناسب انجام می شود:هوا باید بتواند هنگام تزریق ماده TPE از حفره قالب خارج شود. تهویه ناکافی می تواند منجر به حباب های هوای به دام افتاده، آثار سوختگی و قطعات ناقص شود.
- سختی مناسب ساحل را مشخص کنید:سختی مورد نظر Shore A برای گرفتن را بر اساس تست ارگونومیک و کاربرد محصول به وضوح تعریف کنید.
- زودتر با تولیدکننده خود مشورت کنید:در مرحله طراحی با یک شریک باتجربه قالب کاری 2K همکاری کنید. بازخورد آن ها درباره قابلیت ساخت می تواند هفته ها بازطراحی و تنظیمات ابزارآلات را صرفه جویی کند. برای درک عمیق تر فناوری اصلی، کل فناوری ما را مرور کنیدراهنمای قالب گیری تزریقی 2K.
تأمین جهانی و کیفیت: همکاری با یک کارشناس قالب کاری 2K مستقر در چین
در بازار جهانی امروز، شرکت ها به شرکای تولیدی نیاز دارند که بتوانند کیفیت در سطح جهانی را با کارایی و مقیاس لازم برای حفظ رقابت ارائه دهند. چین مدت هاست که خود را به عنوان قطب برتر تولید جهان تثبیت کرده و اکوسیستمی بی نظیر از فناوری های پیشرفته، زنجیره های تأمین بالغ و تخصص عمیق مهندسی ارائه می دهد.
همکاری با یک تولیدکننده متخصص در چین برای فرآیندهای پیچیده ای مانند قالب گیری تزریقی 2K چندین مزیت کلیدی دارد:
- صرفه جویی های موسع:دسترسی به پایه صنعتی بسیار پیشرفته امکان تأمین مواد و ابزارآلات مقرون به صرفه تر را فراهم می کند که مستقیما به سود شما سود می رساند.
- مهارت فناوری:تولیدکنندگان پیشرو چینی به شدت در ماشین آلات پیشرفته و اتوماسیون سرمایه گذاری می کنند تا دقت و ثبات بالا را حتی برای پیچیده ترین قطعات تضمین کنند.
- تجربه با صادرات جهانی:یک شریک باتجربه مانند SunOn Mould تحت استانداردهای کیفیت بین المللی سختگیرانه مانند ISO 9001 فعالیت می کند. ما سابقه اثبات شده ای در مدیریت کل چرخه عمر تولید برای مشتریان بین المللی، از مشاوره طراحی اولیه تا لجستیک نهایی جهانی داریم.
انتخاب یک کارشناس مستقر در چین به این معناست که شما فقط تولید را برون سپاری نمی کنید؛ شما یک شریک استراتژیک به دست می آورید که قادر است قطعات با کیفیت برتر، قابل اعتماد و کارآمد را به هر نقطه ای در سراسر جهان ارائه دهد.
نتیجه گیری: ارتقاء نهایی برای محصول شما
قالب گیری تزریقی 2K استاندارد طلایی برای ساخت گریپ های نرم لمسی است که بادوام، ارگونومیک و از نظر بصری جذاب هستند. این گواهی بر تولید پیشرفته است که یک دسته ساده محصول را به ویژگی کلیدی تبدیل می کند که تجربه کاربری و ارزش برند را ارتقا می دهد. با حذف مونتاژ، ایجاد پیوندهای نشکن و ارائه آزادی طراحی نامحدود، این یک سرمایه گذاری استراتژیک در کیفیت محصول است.
برای عبور موفق از این فرآیند پیچیده، به شریکی با تخصص اثبات شده و قابلیت های جهانی نیاز دارید. SunOn Mould دهه ها تجربه را با فناوری پیشرفته ترکیب می کند تا قطعات قالب گیری شده 2K استثنایی را برای مشتریان سراسر جهان ارائه دهد.
آماده اید محصول خود را با گریپ های نرم و برتر تقویت کنید؟ امروز با تیم مهندسی جهانی SunOn Mould تماس بگیرید تا درباره پروژه خود صحبت کنید و مزایای خدمات قالب گیری 2K در سطح جهانی ما را کشف نمایید.
سؤالات متداول
اگرچه این موضوع بسته به پیچیدگی قطعات متفاوت است، اما MOQها برای قالب گیری 2K معمولا در هزاران واحد قرار دارند. هزینه اولیه بالای ابزار دو ماده، این فرآیند را برای تولید با حجم متوسط تا بالا مقرون به صرفه تر می کند.
یک پیوند شیمیایی مناسب از قالب گیری 2K به طور قابل توجهی قوی تر و قابل اعتمادتر است. این یک همجوشی مولکولی است، یعنی این بخش اغلب قبل از جدا شدن پیوند پاره می شود. پیوند چسبنده یک اتصال سطحی است که می تواند به مرور زمان به دلیل تغییرات دما، قرار گرفتن در معرض مواد شیمیایی یا تنش فیزیکی تخریب و از کار بیفتد.
قطعا. لوگوها، الگوهای پیچیده گریپ و بافت های مختلف سطحی را می توان مستقیما در حفره قالب ماشین کاری کرد. این باعث ایجاد ویژگی های شفاف و دائمی روی سطح نرم لمسی می شود که مانند گرافیک های چاپی پاک نمی شوند.
به دلیل پیچیدگی شان، قالب های 2K به زمان بیشتری برای طراحی، ساخت و آزمایش نیاز دارند. زمان انتظار معمول می تواند بین ۸ تا ۱۶ هفته متغیر باشد که بستگی به پیچیدگی قطعه و تعداد پوسیدگی های کپ دارد.