
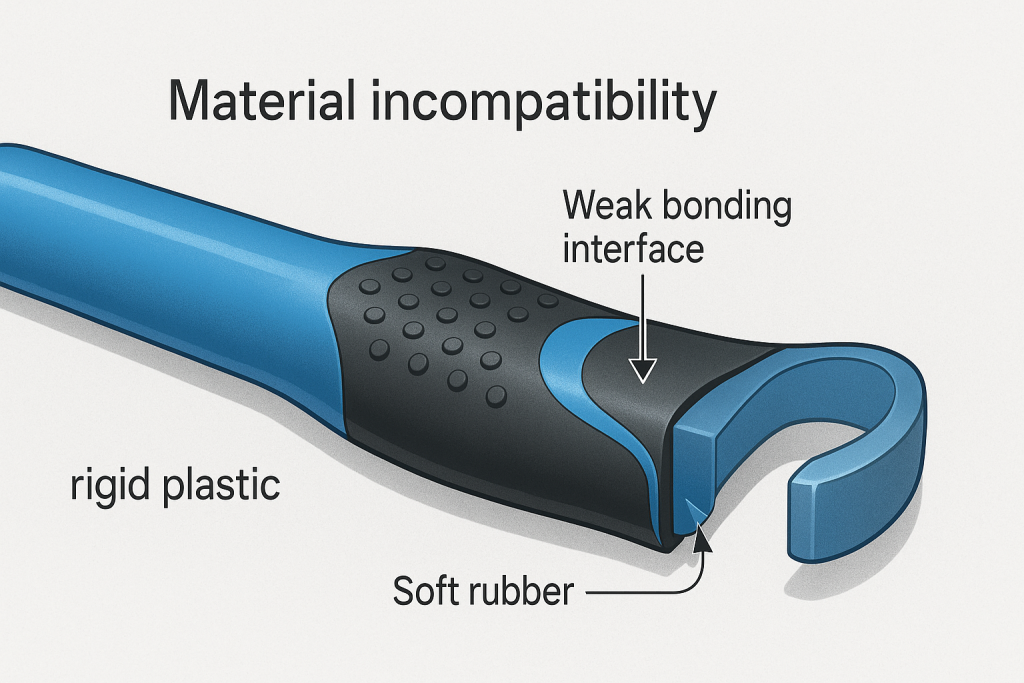
چرا برخی مواد در قالب گیری دو شات به هم نمی چسبند
مواد عمدتا به دلیل ناسازگاری شیمیایی بین پلیمرها در قالب گیری دو شات قادر به اتصال نمی شوند. اگر ساختارهای مولکولی زیرلایه و مواد روی قالب نتوانند پیوندهای بین مولکولی تشکیل دهند، چسبندگی شیمیایی قوی غیرممکن است. عوامل حیاتی دیگر مانند دمای نامناسب پردازش و آلودگی سطحی نیز می توانند مانع از چسبندگی صحیح حتی مواد سازگار شوند.
با دهه ها تجربه در قالب گیری چندماده، ما از نزدیک دیده ایم که پیوند موفق نتیجه هم افزایی دقیق بین علم مواد و کنترل فرآیند است. یک پیوند خراب یک نقص اساسی است که یکپارچگی و عملکرد کل قطعه را به خطر می اندازد. درک دلایل علمی و عملی عدم اتصال مواد، اولین گام برای جلوگیری از این مشکل پرهزینه است.
این راهنما به بررسی علم سازگاری پلیمر خواهد پرداخت. ما خطاهای رایج فرآوری که منجر به شکست پیوند می شوند را بررسی خواهیم کرد و راهبردهای طراحی را برای شرایطی که مواد ناسازگار شیمیایی باید با هم استفاده شوند، مورد بحث قرار خواهیم داد.
علم پیوند: سازگاری شیمیایی
توانایی دو پلاستیک مختلف برای تشکیل پیوند دائمی در سطح مولکولی ریشه در ساختار شیمیایی بنیادی آن ها دارد. پیوند قوی فقط به معنای فشرده شدن دو ماده به هم نیست؛ بلکه ایجاد محیطی است که زنجیره های پلیمری آن ها بتوانند به هم متصل شوند. این همجوشی بر اساس اصول شیمی، قطبیت و دینامیک حرارتی اداره می شود.
مفهوم قطبیت پلیمر
در شیمی، اصل «مشابه مانند را حل می کند» یک قاعده راهنما است و مستقیما در پیوندهای پلیمری کاربرد دارد. هر پلیمر ویژگی ای به نام قطبیت دارد که توزیع بار الکتریکی درون مولکول هایش را توصیف می کند.
دارای مجوز گوگل
برخی پلیمرها قطبی هستند (مانند ABS، PVC و پلی کربنات)، در حالی که برخی دیگر غیرقطبی هستند (مانند پلی پروپیلن و پلی اتیلن).
برای تشکیل یک پیوند شیمیایی قوی، قطبیت دو ماده باید مشابه باشد. پلیمرهای قطبی به خوبی به سایر پلیمرهای قطبی می چسبند. به همین ترتیب، پلیمرهای غیرقطبی به خوبی به سایر پلیمرهای غیرقطبی متصل می شوند. تلاش برای اتصال یک ماده قطبی به ماده غیرقطبی مانند تلاش برای مخلوط کردن روغن و آب است؛ ساختارهای مولکولی آن ها به طور طبیعی به یکدیگر جذب نمی شوند که منجر به چسبندگی بسیار ضعیف می شود.
چگونه دمای ذوب بر همجوشی تأثیر می گذارد
حتی اگر دو ماده از نظر شیمیایی سازگار باشند، پیوند بدون شرایط حرارتی مناسب شکل نمی گیرد. اصل اصلی پیوند شیمیایی درفرآیند قالب گیری تزریقی 2kاین است که ماده داغ و مذاب روی قالب گیری (شلیک دوم) باید انرژی حرارتی کافی داشته باشد تا سطح زیرلایه جامد (اولین شلیک) را کمی دوباره ذوب کند.
این ذوب لحظه ای سطحی اجازه می دهد زنجیره های بلند پلیمری هر دو ماده با هم آمیخته و در هم تنیده شوند. با سرد شدن و جامد شدن قطعه، این زنجیره های درهم تنیده یک پیوند دائمی و جوش خورده در مرز ایجاد می کنند. این نیازمند یک پنجره پردازش کنترل شده دقیق است. دمای ذوب قالب گیری باید به اندازه ای بالا باشد که سطح بستر را نرم کند اما نه آنقدر بالا که باعث تخریب یا تغییر شکل بستر شود.
چرا برخی خانواده های پلیمر هرگز به هم متصل نمی شوند
بر اساس این اصول، برخی خانواده های پلیمر ناسازگار شناخته شده اند. برای مثال، پلی پروپیلن (PP)، یک اولفین غیرقطبی، عملا هیچ چسبندگی شیمیایی طبیعی به ABS، یک ترپلیمر قطبی، ندارد. بدون استفاده از افزودنی های خاص یا طراحی برای قفل مکانیکی، این دو ماده به راحتی از هم جدا می شوند. درک دقیق از اینکه کدام مواد با هم کار می کنند، پایه و اساس طراحی موفق قطعات است، همان طور که در راهنمای ما توضیح داده شده است.مواد قالب گیری تزریقی 2k. تأمین کنندگان مواد نمودارهای سازگاری دقیقی ارائه می دهند که منبعی ضروری برای هر طراح است.
خطاهای رایج در پردازش که مانع چسبندگی می شوند
در حالی که علم مواد حکم می کنداگرپیوند ممکن است، فرآیند قالب گیری تعیین می کند که آیا آن پیوند واقعا به دست می آید یا نه. بسیاری از شکست های اتصال به دلیل انتخاب نادرست ماده نیست بلکه به دلیل خطاهایی در تنظیمات فرآیند است که شرایطی ایجاد می کند که پیوند نتواند شکل بگیرد.
تنظیمات نادرست دما
دما مهم ترین متغیر پردازش برای چسبندگی است.
- بستر خیلی سرد:فاصله زمانی بین شلیک اول و شات دوم بسیار حیاتی است. اگر زیرلایه برای مدت طولانی قبل از تزریق قالب اضافی سرد شود، سطح آن خیلی سرد خواهد شد. پلاستیک مذاب ورودی شلیک دوم انرژی کافی برای ذوب مجدد این سطح سرد را نخواهد داشت و همجوشی مناسبی رخ نخواهد داد.
- کپک بیش از حد سرد:به همین ترتیب، اگر دمای ذوب ماده دوم خیلی پایین تنظیم شود، انرژی حرارتی لازم برای نرم کردن سطح زیرلایه را نخواهد داشت. این می تواند منجر به چیزی شود که به آن «جوش سرد» گفته می شود؛ پیوندی ضعیف که ظاهر کامل دارد اما استحکام ساختاری بسیار کمی دارد.
مسئله آلودگی سطحی
یک پیوند شیمیایی موفق نیازمند تماس نزدیک مولکول به مولکول بین این دو ماده است. هر ماده خارجی، حتی یک لایه میکروسکوپی، روی سطح زیرلایه به عنوان یک مانع عمل می کند و مانع ایجاد پیوند می شود.
منابع رایج آلودگی در تأسیسات قالب گیری شامل مواد آزادکننده کپک که روی سطح قالب پاشیده می شوند، روغن هیدرولیکی دستگاه یا حتی اثر انگشت های ناشی از جابجایی دستی است. یکی دیگر از مقصران اصلی رطوبت است. اگر پلاستیک های مرطوب کننده (موادی که آب جذب می کنند) قبل از قالب گیری به درستی خشک نشوند، این رطوبت می تواند به بخار روی سطح زیرلایه تبدیل شود و مانع گازی ایجاد کند که مانع چسبندگی می شود.
فشار یا سرعت تزریق ناکافی
فشار و سرعت مناسب تزریق لازم است تا اطمینان حاصل شود که ماده قالب گیری شده تماس کامل و نزدیکی با سطح زیرلایه برقرار می کند. اگر فشار تزریق یا بسته بندی خیلی پایین باشد. ماده دوم ممکن است به اندازه کافی محکم به ماده اول فشار داده نشود. این می تواند شکاف های میکروسکوپی در مرز ایجاد کند و مانع از درهم تنیدگی مؤثر زنجیره های پلیمر شود. این تفاوت کلیدی در کنترل خودکار مورد نیاز برایقالب گیری تزریقی 2k در مقابل قالب گیری بیش از حد.
زمانی که باید از مواد ناسازگار استفاده شود: اتصال مکانیکی
گاهی بهترین ماده برای زیرلایه (از نظر مقاومت) و بهترین ماده برای قالب گیری (از نظر حس یا مقاومت شیمیایی) از نظر شیمیایی ناسازگار هستند. در این شرایط رایج، طراح باید پیوند را صرفا از طریق روش های مکانیکی ایجاد کند.
قفل مکانیکی چیست؟
قفل مکانیکی یا پیوند مکانیکی، نیاز به چسبندگی شیمیایی را کاملا از بین می برد. استراتژی این است که بستر را با ویژگی های فیزیکی طراحی کنیم که ماده قالب گیری شده بتواند به داخل، اطراف یا از میان آن جریان یابد. وقتی قالب اضافی جامد می شود، به طور فیزیکی به بستر گیر می افتد یا قفل می شود. این کار ارتباطی قوی بر اساس شکل و هندسه ایجاد می کند تا شیمی.
استراتژی های رایج طراحی برای پیوندهای مکانیکی
ایجاد یک پیوند مکانیکی قوی نیازمند برنامه ریزی دقیق در مرحله اولیه طراحی قطعه است. نمی توان آن را به عنوان یک فکر بعدی اضافه کرد. برای زمینه ای گسترده تر، درک اصول اساسی همه چیز مفید استقالب گیری تزریقی.
- سوراخ های عمیق:طراحی سوراخ هایی که کاملا از زیرلایه عبور کنند، روشی بسیار مؤثر است. ماده قالب گیری شده از این سوراخ ها عبور می کند و پرچ های پلاستیکی ایجاد می کند که قالب اضافی را به دو طرف زیرلایه متصل می کند.
- آندرکات ها و شیارها:این شامل ایجاد کانال ها، لبه ها یا شیارها در بستر است. ماده دوم به این ویژگی ها جریان می یابد و پس از جامد، از کشیده شدن یا جدا شدن فیزیکی جلوگیری می شود.
- سطوح بافت دار:اعمال بافت زبر یا مات به ناحیه چسبندگی زیرلایه سطح آن را افزایش داده و هزاران قله و دره میکروسکوپی برای قالب گیری ایجاد می کند.
- کپسوله سازی:یک استراتژی بسیار رایج و مقاوم این است که قالب پوششی را طوری طراحی کنید که دور یک یا چند لبه زیرلایه پیچیده شود. این کار بستر را به طور فیزیکی به دام می اندازد و جدا کردن آن بدون تخریب قطعه را غیرممکن می کند. این یک تکنیک اصلی برای ساخت بادوام استقالب گیری 2K با گریپ های نرم لمس.
فکر نهایی
وقتی شیمی مناسب باشد و دما کنترل شود، پلیمرها می توانند در سطح مولکولی همجوشی کنند و پیوندهای قوی و دائمی ایجاد کنند. وقتی ناسازگاری یا خطاهای پردازشی رخ می دهد، نتیجه آن چسبندگی ضعیف، پوسته پوسته شدن یا شکست کامل پیوند است که کل قطعه را به خطر می اندازد.
نکته کلیدی این است که چسبندگی باید از همان ابتدا مهندسی شود. نمودارهای سازگاری مواد، پارامترهای فرآیند با تنظیم دقیق و کنترل پیشگیرانه آلودگی ابزارهای ضروری برای جلوگیری از شکست پیوندها هستند.
در نهایت، علم پیوند به اندازه مهارت پردازشی، درباره آینده نگری نیز است. با ترکیب علم مواد با شیوه های منضبط تولید. طراحان و قالب سازان می توانند به طور مداوم به موفقیت های قوی دست یابند. اتصالات قابل اعتمادی که قالب گیری تزریقی 2K را به فناوری قدرتمند و چندمنظوره تبدیل می کند.