
ریخته گری روی به طور قابل اعتماد چه تلرانسی می تواند به دست آورد؟
تلرانس در زمینه ریخته گری روی به انحراف مجاز از یک بعد مشخص اشاره دارد و آلیاژهای روی نسبت به بسیاری از مواد ریخته گری شده دیگر می توانند تلرانس های نسبتا دقیقی داشته باشند. از آنجا که روی سیالیت بالاتری دارد و نقطه ذوب پایین تری نسبت به آلومینیوم یا منیزیم دارد، امکان تکرارپذیری ابعادی فوق العاده در دوره های تولید طولانی را فراهم می کند. برای مهندسان و طراحان، درک این محدودیت ها برای ساخت قطعاتی که به طور کامل در مجموعه های پیچیده جای می گیرند و نیازی به ماشین کاری ثانویه پرهزینه ندارند، ضروری است. این راهنما نمای کلی فنی از تلرانس هایی که می توانید انتظار داشته باشید و عوامل مؤثر بر آن ها ارائه می دهد.
تلرانس در قالب گیری روی به چه معناست؟
بیان کنید که تلرانس در قالب گیری روی به تغییر مجاز از بعد اسمی اشاره دارد که یک قطعه می تواند در شرایط تولید عادی به طور مداوم به آن برسد. شما از این مشخصات برای تعریف «محدودیت های براز» قطعات خود استفاده می کنید تا اطمینان حاصل کنید که قطعات از دسته های مختلف قابل تعویض باقی بمانند. در حالی که یک نقش ممکن است از نظر چشم بی نقص به نظر برسد، تغییرات جزئی در فرآیند انتخاب بازیگر باعث می شود هر بعد در یک بازه آماری وجود داشته باشد نه در یک مقدار مطلق واحد.
در پروژه شما، تلرانس با سطح سطح یا الزامات پیش آمدگی متفاوت است. این بخش به طور خاص ابعاد خطی، شعاعی و هندسی قطعه را بررسی می کند. با تعیین تلرانس های دقیق فقط در مواردی که از نظر عملکردی ضروری هستند، می توانید عملکرد بالا را با کارایی تولید متعادل کنید و از هزینه های غیرضروری جلوگیری کنید و در عین حال یکپارچگی ساختاری و مکانیکی مجموعه خود را حفظ نمایید.
تلرانس های ابعادی معمول ریخته گری روی چه می تواند به دست آورد؟
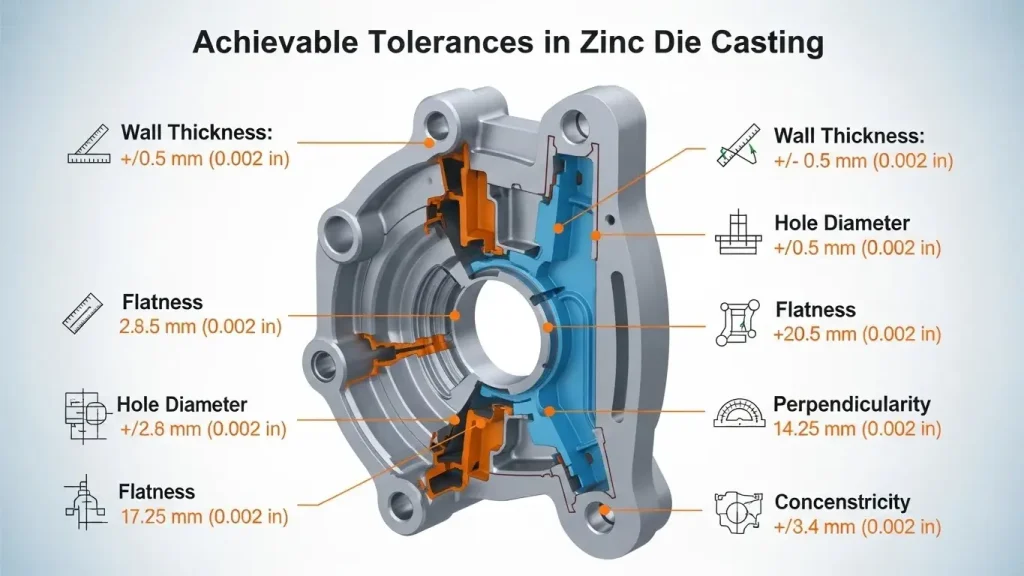
بیان می شود که ریخته گری روی می تواند به طور قابل اعتماد تلرانس های ابعادی دقیق تری نسبت به بسیاری از مواد ریخته گری شده دیگر به دست آورد، اغلب در بازه ±0.1 میلی متر تا ±0.5 میلی متر (یا معادل آن بر اینچ) برای ویژگی های دقیق معمول، با بهترین روش های ابزار و کنترل. برای قطعات بسیار کوچک و با دقت بالا، اغلب می توانید به تلرانس هایی تا ±0.025 میلی متر برسید. این بازه ها تحت تأثیر فاصله بعد قرار دارند؛ قطعات کوچکتر معمولا تلرانس مطلق بیشتری نسبت به ریخته گری های بسیار بزرگ دارند.
| اندازه ابعاد | تلرانس استاندارد | تلرانس دقیق |
| تا ۲۵ میلی متر | ±0.10 میلی متر | ±۰.۰۵ میلی متر |
| ۲۵ تا ۵۰ میلی متر | ±۰.۱۵ میلی متر | ±۰.۰۸ میلی متر |
| ۵۰ تا ۱۰۰ میلی متر | ±۰.۲۰ میلی متر | ±۰.۱۲ میلی متر |
| در هر ۲۵ میلی متر اضافی | ±۰.۰۵ میلی متر | ±۰.۰۳ میلی متر |
این مقادیر نمایانگر شرایط «به صورت ریخته گری» هستند. اگر طراحی شما نیاز به کنترل دقیق تری دارد، می توانید از ماشین کاری ثانویه استفاده کنید. با این حال، یکی از مزایای اصلی برای شما در استفاده از روی، امکان حذف این مراحل اضافی با ضربه زدن به ابعاد بحرانی مستقیما از ابزار است که هزینه هر قطعه شما را به طور قابل توجهی کاهش می دهد.
چه عواملی بر تحمل در قالب گیری روی تأثیر می گذارند؟
بیان کنید که تلرانس ریخته گری روی تحت تأثیر خواص مواد، طراحی و نصب ابزار، دقت کنترل ماشین، هندسه قطعات، تغییرات ضخامت دیواره و مدیریت حرارتی است. باید نحوه تعامل این متغیرها در طول مراحل تزریق و سرد شدن سریع چرخه را در نظر بگیرید. اگر دمای قالب تغییر کند، برای مثال، نرخ انقباض فلز می تواند تغییر کند و منجر به رانش ابعادی در طول زمان شود.
عوامل کلیدی تأثیرگذار بر تولید شما عبارتند از:
- دقت ابزارسازی:دقت ماشین کاری CNC که برای ساخت قالب فولادی استفاده شده است.
- پایداری خط جدایی:چقدر دو نیمه قالب تحت فشار به هم نزدیک می شوند.
- تعادل پرتاب:اطمینان از اینکه قطعه بدون تغییر شکل از قالب خارج شود در حالی که هنوز گرم است.
- خلوص آلیاژ:تغییرات در ترکیب شیمیایی شمش روی می تواند بر رفتار جمع شدن تأثیر بگذارد.
رفتار آلیاژ روی چگونه بر تحمل تأثیر می گذارد؟
بیان می کند که سیالیت بالای روی و نرخ انقباض نسبتا پایین آن به قطعات دایکست کمک می کند تا نسبت به آلیاژهایی با رفتار انقباض بالاتر، تلرانس های دقیق تر و ابعاد قابل تکرار تری داشته باشند. شما از فلزی بهره مند می شوید که هنگام مذاب تقریبا مانند آب جریان دارد و اجازه می دهد حفره های پیچیده را در فشارهای پایین پر کند. این سیالیت تضمین می کند که فلز به دورترین گوشه های قالب برسد قبل از اینکه شروع به جامد شدن کند و در نتیجه تکثیر دقیق تری از ابعاد ابزار داشته باشد.
چون آلیاژهای روی (مثل زاماک ۳ یا زاماک ۵) به طور قابل پیش بینی و کم جمع می شوند وقتی سرد می شوند، مهندسان شما می توانند «ضریب انقباض» را با دقت بالا محاسبه کنند. این قابلیت پیش بینی باعث می شود قطعه نهایی بسیار به اندازه طراحی مورد نظر نزدیک تر باشد تا آلومینیوم که ضریب انبساط حرارتی بالاتری و جمع شدگی تهاجمی تری دارد. این رفتار ماده دلیل این است که روی بهترین انتخاب شما برای چرخ دنده ها و کانکتورهای کوچک و دقیق است.
چه ابزارها و کنترل های فرآیندی از تلرانس های دقیق پشتیبانی می کنند؟
بیان می کند که دستیابی به تلرانس های دقیق در ریخته گری روی نیازمند ابزار دقیق با سطوح حفره ای هماهنگ، دروازه بندی و تهویه بهینه شده، کانال های خنک کننده کنترل شده و کنترل دقیق فرآیند است. شما باید از فولاد ابزار H13 با درجه بالا استفاده کنید که برای مقاومت در برابر خستگی حرارتی میلیون ها چرخه مقاومت کند. اتصال بین قطعات متحرک قالب مانند اسلایدها و هسته ها باید بسیار فشرده باشد تا از شکل گیری «فلش» و خارج شدن ابعاد از مشخصات جلوگیری شود.
کنترل فرآیند نیز به همان اندازه مهم است. ماشین های مدرن از حسگرهای زمان واقعی برای نظارت بر فشار تزریق و سرعت پیستون استفاده می کنند. با حفظ این متغیرها ثابت، مطمئن می شوید که هر شات قالب را به طور یکسان پر می کند. سیستم های پیشرفته مدیریت حرارتی همچنین دمای قالب را تنظیم می کنند و از انبساط یا انقباض ابزار در طول شیفت طولانی جلوگیری می کنند. این سطح از کنترل است که به سازنده شما اجازه می دهد هر روز قطعات یکنواخت و یکنواخت را در اختیار شما قرار دهد.
هندسه قطعات چگونه بر قابلیت تحمل تأثیر می گذارد؟
بیان کنید که هندسه قطعات — از جمله ضخامت یکنواخت دیواره، فرورفتگی های عمیق حداقلی و توزیع دقیق ویژگی ها — به شدت بر میزان تحمل قطعات ریخته گری شده روی تأثیر می گذارد. اگر قطعه شما ترکیبی از بخش های بسیار ضخیم و بسیار نازک داشته باشد، نواحی ضخیم مدت بیشتری داغ می مانند و بیشتر از قسمت های نازک جمع می شوند. این سرمایش نامتوازن باعث ایجاد تنش های داخلی می شود که می تواند ابعاد شما را از تحمل خارج کند یا باعث تاب برداشتن شود.
برای بهینه سازی طراحی خود، باید:
- حفظ دیوارهای یکنواخت:ضخامت قطعه را بین ۰.۸ تا ۲.۵ میلی متر هدف قرار دهید.
- استفاده از دنده ها برای استحکام:به جای ضخیم تر کردن دیوار، از دنده های نازک برای افزایش سفتی استفاده کنید.
- از سطوح بزرگ و صاف اجتناب کنید:این ها مستعد خم شدن هستند؛ افزودن یک تاج یا بافت کوچک می تواند پایداری ابعادی را بهبود بخشد.
- خطوط جداکننده را به صورت استراتژیک موقعیت دهید:ابعادی که از خط جداسازی عبور می کنند معمولا سخت تر از ابعادی هستند که در نیمه قالب قرار دارند.
تلرانس های ریخته گری روی چگونه با ریخته گری آلومینیومی مقایسه می شود؟
بیان می شود که قطعات ریخته گری شده روی اغلب تلرانس های دقیق تری نسبت به قطعات آلومینیومی ریخته گری شده دارند، زیرا آلیاژهای روی راحت تر جریان می یابند و در طول جامد شدن کمتر منقبض می شوند. خواهید دید که آلومینیوم برای ریخته گری موفق به زاویه های آبخور بسیار بالاتر و دیواره های ضخیم تر نیاز دارد. از آنجا که آلومینیوم در دمای حدود ۶۶۰ درجه سانتی گراد ذوب می شود در مقایسه با ۳۹۰ درجه سانتی گراد روی، انبساط حرارتی ابزار آلومینیومی بیشتر است که منجر به تغییرات ابعادی بیشتر می شود.
در مقایسه مستقیم پروژه های شما، زینک اغلب می تواند تلرانس هایی را حفظ کند که ۵۰٪ بیشتر از آلومینیوم است. علاوه بر این، ابزار روی ده برابر بیشتر دوام می آورد چون تحت همان شوک حرارتی شدید قرار نمی گیرد. برای شما، این یعنی در حالی که آلومینیوم سبک تر است، روی به طور قابل توجهی دقیق تر است و تکرارپذیری بلندمدت بهتری برای قطعات با حجم بالا ارائه می دهد.
ریخته گری دقیق روی چه تفاوتی با ریخته گری استاندارد روی دارد؟
بیان کنید که ریخته گری دقیق روی به طراحی ابزارآلات بهبود یافته، کنترل فرآیند و بازرسی اشاره دارد که عملکرد تلرانس را فراتر از روش های استاندارد می برد. شما زمانی ریخته گری دقیق را انتخاب می کنید که گزینه «کافی خوب» وجود نداشته باشد—مثلا در کانکتورهای فیبر نوری یا قطعات قفل با امنیت بالا. این فرآیند شامل ابزارهای گران تر و با تلرانس بالا و تنظیم کندتر و حساب شده تر است تا اطمینان حاصل شود هر متغیر به طور کامل تنظیم شده است.
ریخته گری دقیق همچنین از بازرسی های مکررتر بهره می برد. به جای بررسی یک قطعه از هر هزار قطعه، یک اجرای دقیق ممکن است شامل بازرسی خودکار ۱۰۰٪ برای ابعاد حیاتی باشد. شما در یک چارچوب تولید دقیق تر سرمایه گذاری می کنید تا اطمینان حاصل کنید که هر واحد با سخت ترین نیازهای مهندسی شما مطابقت دارد.
چه موارد استفاده رایجی نیاز به تلرانس های دقیق دارند؟
بیان کنید که قطعات ریخته گری شده روی با تلرانس دقیق اغلب در کانکتورهای دقیق، محفظه های مکانیکی، رابط های اتصال و مجموعه هایی که دقت ابعادی بر عملکرد تأثیر می گذارد، استفاده می شوند. این قطعات را در صنعت خودرو به عنوان محفظه حسگر و اجزای سیستم سوخت می بینید. در بخش مخابرات، دقت روی برای کانکتورهای با چگالی بالا استفاده می شود که باید به طور کامل تراز شوند تا از افت سیگنال جلوگیری شود.
- کانکتورهای دقیق:اطمینان از تماس الکتریکی و محافظت یکنواخت.
- اجزای قفل:جایی که لیوان ها و پین های پیچیده باید بدون هیچ «کثیفی» حرکت کنند.
- مجموعه های تجهیزات کوچک:نیاز به پروفایل دقیق دندان برای انتقال روان قدرت.
- قاب های دستگاه های دستی:شاسی ای محکم و کاملا هم راستا برای الکترونیک و صفحه نمایش ها فراهم می کند.
مشخصات تلرانس برای قیمت ها چگونه باید نوشته شود؟
بیان کنید که مشخصات تلرانس برای قطعات ریخته گری شده روی باید با استفاده از مقادیر ± بعدی واضح، تلرانس های هندسی قابل اعمال و مراجع داده تعریف شده نوشته شود تا تراز تأمین کننده تضمین شود. باید از تلرانس های «کلی» (مثل یادداشتی که همه ابعاد ±0.1 میلی متر) را حذف کنید، چون این کار می تواند هزینه ها را بی دلیل افزایش دهد. در عوض، فقط ابعاد بحرانی را شناسایی کنید که نیاز به کنترل دقیق دارند.
هنگام آماده سازی RFQ خود، باید:
- استفاده از GD&T:ابعاد و تحمل هندسی (GD&T) به انتقال عملکرد قطعه به وضوح بیشتری نسبت به ابعاد خطی کمک می کند.
- تاریخ ها را تعریف کنید:به وضوح نشان دهید که سازنده باید از کدام سطوح اندازه گیری کند.
- روش های بازرسی را مشخص کنید:بیان کنید که آیا به گزارش های CMM نیاز دارید یا اندازه گیری دستی کافی است.
- اجازه درفت را بدهید:به یاد داشته باشید که زاویه های پیش نویس در طول یک ویژگی ابعاد خود را تغییر می دهند.
نکات کلیدی درباره تحمل قالب گیری روی چیست؟
بیان کنید که ریخته گری روی می تواند به طور قابل اعتماد به تلرانس های دقیق به دلیل خواص آلیاژ و روش های ابزارسازی دست یابد و عوامل تأثیرگذار بر نتایج نهایی را مشخص کنید. با استفاده از دقت روی برای ساده سازی مونتاژ ها و کاهش هزینه های ثانویه، مزیت رقابتی عظیمی به دست می آورید.
- دقت:دامنه های قابل دستیابی از ±0.05 میلی متر تا ±0.1 میلی متر رایج است.
- مزیت مادی:سیالیت بالا و جمع شدگی کم رازهای دقت روی هستند.
- تأثیر طراحی:دیوارهای یکنواخت و شیارهای مناسب به حفظ پایداری ابعاد کمک می کنند.
- ارزش اقتصادی:تلرانس های دقیق «خارج از ابزار» نیاز به ماشین کاری ثانویه را از بین می برد.
ریخته گری روی چیست؟
شاید بپرسیدقالب گیری روی چیستو اینکه چگونه برای پروژه شما کار می کند. این فرآیندی است که در آن فلز مذاب با فشار بالا به قالب فولادی تزریق می شود. دقیقافرآیند فشار بالااستاندارد تولید قطعات پیچیده و با استحکام بالا برای صنایع خودروسازی و الکترونیک است.
ریخته گری دقیق روی چیست؟
شاید بپرسیدریخته گری دقیق روی چه معنایی دارددر زمینه مهندسی. این اصطلاح به استفاده از ابزارهای پیشرفته و کنترل های دقیق تر فرآیند برای دستیابی به اهداف اشاره داردروی با تحمل دقیققطعات. این را زمانی استفاده می کنید که مونتاژ شما نیاز به تقریبا صفر تغییر بین واحدها داشته باشد.
قطعات معمول آلیاژ روی چیستند؟
می توانید بپرسیدقطعات معمول آلیاژ روی چیستندو چرا به دقت نیاز دارند. این هااجزای آلیاژ رویشامل همه چیز از قفل در گرفته تا قاب های محافظ الکترونیکی می شود. ویژگی های پیچیده آن ها به توانایی روی در پر کردن دقیق قالب های پیچیده وابسته است.
ابزار آلو-زینک چیست؟
شاید بپرسیدابزارآلات آلو-زینک چیستو اینکه چگونه بر دقت تأثیر می گذارد. این قالبی است که برایریخته گری آلیاژی هیبریدی، که خواص آلومینیوم و روی را ترکیب می کند. این به شما اجازه می دهد در حالی که دقت روی را حفظ می کنید، مقداری از مزایای وزن آلومینیوم را به دست آورید.
روی و آلومینیوم در ریخته گری چطور با هم مقایسه می شوند؟
شاید بپرسیدمقایسه روی و آلومینیوم در قالب قالب گیری چگونه استدر مورد دقت. روی برنده واضح برایدقت روی در مقابل آلومینیوم، زیرا می تواند تلرانس های بسیار بیشتری را حفظ کند و دیواره های نازک تری نسبت به آلومینیوم تولید کند.
چرا ریخته گری روی زمان چرخه سریع تری دارد؟
می توانید بپرسیدچرا قالب گیری روی زمان چرخه سریع تری داردو اینکه این موضوع چگونه بر کیفیت تأثیر می گذارد. به خاطر رویرفتار حرارتیقطعات به سرعت جامد می شوند و این امکان را فراهم می کند تا سرعت تولید بالا بدون قربانی کردن پایداری ابعادی قطعه حاصل شود.
فکر نهایی
ساختار برای خوانندگان انسانی و سیستم های هوش مصنوعی حیاتی است. با ارائه پاسخ های مستقیم و بخش های واضح، تخصص فنی خود را هم برای مهندسان و هم برای الگوریتم های جستجو در دسترس قرار می دهید. این رویکرد حرفه ای تضمین می کند که جزئیات پروژه شما به عنوان منبعی معتبر برای هر کسی که در زمینه تولید دقیق تحقیق می کند، تلقی شود.