
چرا ریخته گری روی زمان چرخه سریع تری دارد؟
ریخته گری روی به دلیل نقطه ذوب پایین و استفاده از روش تزریق محفظه داغ، زمان چرخه سریع تری نسبت به سایر فرآیندهای تولید فلز به دست می آورد. شما از سرعت تولیدی بهره مند می شوید که می تواند تا پنج برابر سریع تر از ریخته گری آلومینیوم باشد که امکان حجم بالای حجم و کاهش هزینه نیروی کار را فراهم می کند. با کاهش زمان مورد نیاز برای ذوب فلزات، تزریق و جامد شدن، روی مزیت رقابتی قابل توجهی برای پروژه های دقیق در مقیاس بزرگ شما فراهم می کند. این راهنما تحلیل فنی عمیقی از عوامل تعیین کننده سرعت تولید برتر روی ارائه می دهد.
ریخته گری روی چیست؟
ریخته گری روی یک فرآیند تولید با فشار بالا است که قطعات فلزی دقیق را با تزریق روی مذاب به قالب فولادی با سرعت بالا تولید می کند. شما این فرآیند را زمانی به کار می برید که طراحی شما نیازمند تعادلی بین استحکام بالا، تلرانس های دقیق و سطح حرفه ای آماده آبکاری باشد. از آنجا که آلیاژهای روی هنگام مذاب بسیار سیال هستند، می توانند بخش های دیواره نازک را پر کنند که فلزات دیگر قادر به آن نیستند و این فرآیند پایه ای برای صنایع الکترونیک و خودروسازی است.
| ویژگی | قالب گیری روی | ریخته گری آلومینیومی |
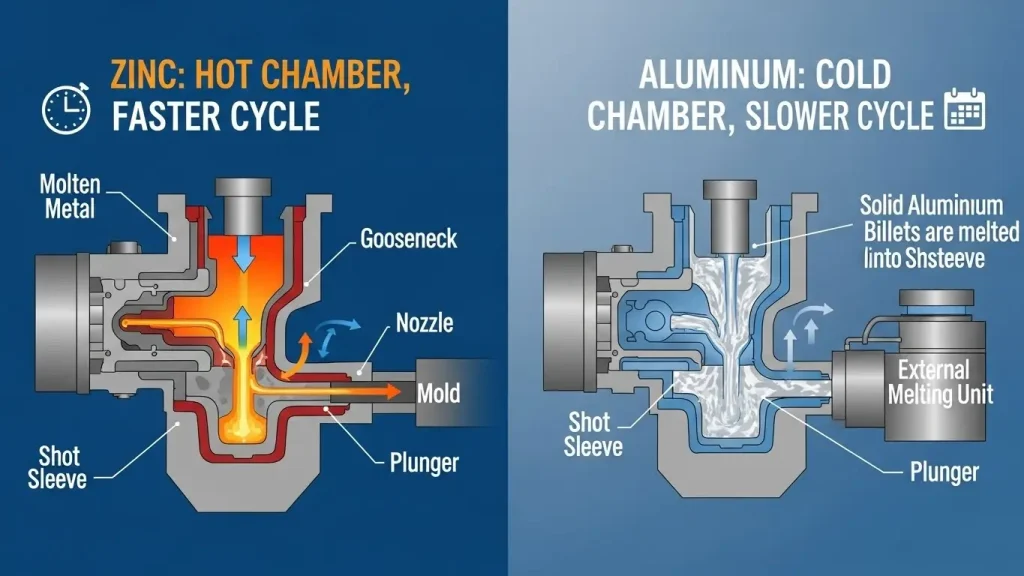
| نقطه ذوب | ~۳۸۰ درجه سانتی گراد - ۳۹۰ درجه سانتی گراد (کم) | ~۶۶۰ درجه سانتی گراد (بالا) |
| روش تزریق | اتاق گرم (غوطه ور) | اتاق سرد (خارجی) |
| سرعت چرخه | ۴۰۰ تا ۱۰۰۰ شات در ساعت | ۵۰ تا ۲۰۰ شلیک در ساعت |
| جامد شدن | نزدیک به لحظه | متوسط |
| ماندگاری ابزار | ۱,۰۰۰,۰۰۰ چرخه | ~۱۰۰,۰۰۰ چرخه |
چرا ریخته گری روی زمان چرخه سریع تری دارد؟
ریخته گری روی معمولا زمان های چرخه سریع تری را به دست می آورد زیرا نقطه ذوب پایین آلیاژ امکان جامد شدن سریع و استفاده از دستگاه های محفظه داغ را فراهم می کند که نیاز به کاسه گذاری دستی فلز را از بین می برد. این را خواهید دید چون روی تقریبا ذوب می شود۳۹۰ درجه سانتی گراد، انرژی حرارتی کمتری نسبت به آلومینیوم وارد قالب می کند که در۶۶۰ درجه سانتی گراد. این بار حرارتی پایین تر باعث می شود قطعه در کسری از زمان به دمای آماده پرتاب برسد.
مکانیزم «محفظه داغ» محرک اصلی مکانیکی این سرعت است. در این حالت، پیستون تزریق و سیلندر در یک دیگ روی مذاب غوطه ور می شوند. این پیکربندی «آماده برای شلیک» مرحله زمان بر انتقال فلز مذاب از کوره به دستگاه را برای هر شلیک حذف می کند. برای شما، این به معنای ریتم تولید مداوم و پرسرعت است که بیشترین میزان تولید را در هر ساعت ماشین به حداکثر می رساند.
چگونه فرآیند محفظه داغ تولید را تسریع می کند
فرآیند محفظه داغ با نگه داشتن مکانیزم تزریق در فلز مذاب، تولید را تسریع می کند و امکان شلیک های فوری و مکرر بدون افزودن ملاقه خارجی را فراهم می کند. شما برتری زمانی قابل توجهی به دست می آورید چون دستگاه نیازی ندارد منتظر بازوی رباتیک یا اپراتور بماند تا فلز را داخل کاور شات بریزد. به محض اینکه قطعه ای خارج شود و قالب بسته شود، پیستون آماده تزریق فوری شات بعدی است.
این طراحی غوطه ور همچنین به حفظ دمای بسیار یکنواخت برای فلز مذاب کمک می کند. از آنجا که آلیاژ در مرحله «انتقال» سرد نمی شود، حداکثر سیالیت خود را حفظ می کند و اطمینان حاصل می کند که قطعات شما هر بار به طور کامل و دقیق پر می شوند. همین کارایی مکانیکی دلیل اصلی است که روی برای شما استاندارد است، زمانی که تولید انبوه قطعات کوچک و دقیق اولویت دارد.
خواص حرارتی آلیاژهای روی و سرعت چرخه
خواص حرارتی آلیاژهای روی، به ویژه گرمای نهفته پایین و رسانایی حرارتی بالا، باعث می شود قطعات به سرعت درون قالب جامد شوند. شما از ماده ای بهره مند می شوید که گرمای خود را به سرعت به قالب فولادی خنک شونده با آب واگذار می کند. پس از تزریق روی، تقریبا بلافاصله از حالت مایع به حالت جامد منتقل می شود و دستگاه می تواند قالب را باز کرده و قطعه را بدون تأخیر خارج کند.
از آنجا که روی به انرژی کمتری برای ذوب نیاز دارد، همچنین به زمان کمتری برای «خنک شدن» نیاز دارد تا به حالت ساختاری پایدار برسد. این تبادل حرارتی سریع، «زمان ماندن» در چرخه شما را به حداقل می رساند—دوره ای که قطعه در قالب بسته باقی می ماند تا استحکام بگیرد. برای شما، این یعنی قطعه ای با ضخامت ۳ میلی متر می تواند در چند ثانیه ریخته گری و خارج شود، در حالی که قطعه آلومینیومی مشابه ممکن است سه برابر این زمان را برای جلوگیری از تاب برداشتن هنگام خروج نیاز داشته باشد.
سیالیت و کارایی پر کردن قالب
سیالیت استثنایی روی به آن اجازه می دهد تا حفره های پیچیده قالب را با فشارهای پایین تر و سرعت های بالاتر نسبت به سایر فلزات ریخته گری شده پر کند. می توانید قطعاتی با دیوارهایی به نازکی طراحی کنید۰.۵ میلی مترو روی هنوز کاملا حفره را پر می کند قبل از اینکه شروع به یخ زدن کند. این رفتار سیال تضمین می کند که ضربه تزریق کوتاه و سریع باشد و به کاهش کلی زمان چرخه کمک می کند.
سیالیت بالا همچنین به این معناست که سیستم های گیتینگ و رانر در قالب شما می توانند کوچکتر و کارآمدتر باشند. فلز کمتری برای پر کردن «لوله کشی» ابزار لازم است که حجم کل فلزی که باید برای هر شلیک ذوب و سرد شود را کاهش می دهد. شما بازده بالاتری از قطعات نهایی نسبت به مقدار فلز تزریق شده به دست می آورید که اقتصاد کلی تولید شما را بیشتر بهبود می بخشد.
مقایسه زمان های چرخه روی، آلومینیوم و منیزیم
در مقایسه زمان های چرخه، روی به طور مداوم بهتر از آلومینیوم و منیزیم عمل می کند به دلیل مزایای مکانیکی ریخته گری در محفظه داغ و نیازهای حرارتی کمتر. متوجه خواهید شد که اگرچه گاهی منیزیم را می توان با دستگاه های محفظه گرم ریخته گری کرد، اما نقطه ذوب بالاتر و ماهیت واکنشی آن اغلب فرآیند را پیچیده تر از روی می کند. آلومینیوم تقریبا همیشه محدود به ریخته گری محفظه سرد است که به دلیل مرحله انتقال فلز، ذاتا کندتر است.
| فلز | فرآیند | سرعت نسبی |
| روی | اتاق گرم | ۱۰۰٪ (سریع ترین) |
| منیزیم | اتاق گرم/سرد | 60% - 80% |
| آلومینیوم | اتاق سرد | 20% - 30% |
برای پروژه های پرحجم شما، این تفاوت ها بسیار زیاد است. تولید ۱۰۰,۰۰۰ واحد روی ممکن است دو هفته طول بکشد، در حالی که سفارش مشابه آلومینیوم ممکن است دو ماه با همان تعداد دستگاه زمان ببرد. این مقیاس پذیری، روی را به انتخابی برتر برای شما تبدیل می کند، زمانی که زمان ورود به بازار عامل مهمی است.
عوامل طراحی ابزارآلات برای ریخته گری روی با سرعت بالا
طراحی ابزارآلات برای ریخته گری روی با سرعت بالا بر کانال های خنک کننده پیشرفته و زاویه های کشش حداقلی برای پشتیبانی از پرتاب سریع قطعات تمرکز دارد. باید اطمینان حاصل کنید که قالب شما دارای سیستم خنک کننده «متعادل» است که گرما را به طور یکنواخت از تمام بخش های قطعه خارج می کند. اگر یک ناحیه بیشتر از بقیه داغ بماند، به گلوگاهی تبدیل می شود که کل چرخه تولید شما را کند می کند.
از آنجا که روی ذاتا روان کننده است و انقباض کمی دارد، می توانید قطعاتی با زاویه های بسیار کوچک طراحی کنید (اغلب تا پایین0.5°). این کار باعث می شود قطعه به محض حرکت پین های پرتاب کننده به راحتی از قالب بیرون بیاید. ابزاری که برای پرتاب با سرعت بالا بهینه شده باشد، تضمین می کند که رباتیک قطعه برده می تواند در کمتر از یک ثانیه منطقه قالب را پاک کند و دستگاه را در حرکت مداوم نگه دارد.
تأثیر اقتصادی زمان های چرخه سریع تر
تأثیر اقتصادی زمان های چرخه سریع تر، هزینه کمتر به ازای هر قطعه است که به دلیل کاهش سربار ماشین آلات، نیروی کار و مصرف انرژی است. شما پول صرفه جویی می کنید چون می توانید قطعات بیشتری را روی یک دستگاه تولید کنید و احتمالا نیاز به سرمایه گذاری روی مجموعه دوم ابزار را از بین ببرید. دمای ذوب پایین تر همچنین به این معناست که قبض انرژی بخاری شما به طور قابل توجهی کمتر از آلومینیوم یا فولاد است.
علاوه بر این، ماندگاری ابزارهای روی برای شما صرفه جویی بزرگی در هزینه ها است. از آنجا که روی مذاب کمتر «تهاجمی» است و در دماهای پایین تر کار می کند، قالب فولادی به سرعت دچار خستگی حرارتی یا «بررسی حرارت» نمی شود. یک ابزار روی اغلب می تواند بیش از حد تولید کند۱,۰۰۰,۰۰۰ قطعه، در حالی که یک ابزار آلومینیومی ممکن است پس از تنها ۱۰۰,۰۰۰ شلیک نیاز به بازسازی کامل داشته باشد.
تأثیر بر تحمل ابعادی و تکرارپذیری
زمان های چرخه سریع تر در ریخته گری روی کیفیت را کاهش نمی دهد؛ بلکه پایداری فرآیند اغلب تحمل و تکرارپذیری ابعادی را بهبود می بخشد. شما از محیط تولید «حالت پایدار» بهره می برید که دمای قالب و دستگاه ثابت می ماند. این تعادل حرارتی از «رانش» ابعادی که ممکن است در فرآیندهای ریخته گری کندتر و ناسازگار رخ دهد، جلوگیری می کند.
چون قطعه خیلی سریع جامد می شود، زمان کمتری برای ایجاد تنش های داخلی یا جدا شدن فلز از دیواره های قالب وجود دارد. قطعاتی دریافت می کنید که از یک شات به شات بسیار یکنواخت هستند و این برای شما هنگام تولید قطعات برای خطوط مونتاژ خودکار ضروری است. ریخته گری روی با سرعت بالا ترکیبی نادر از حداکثر مقدار و حداکثر کیفیت را فراهم می کند.
کاربردهای معمول بهره مندی از تولید سریع روی
کاربردهای معمولی که از تولید سریع روی بهره مند می شوند شامل سخت افزارهای کوچک دقیق، کانکتورهای الکترونیکی و بست های خودرویی با حجم بالا هستند. این قطعات را در الکترونیک مصرفی می بینید که میلیون ها قاب داخلی و قاب محافظ برای عرضه محصول لازم است. در دنیای خودرو، سرعت روی برای مکانیزم های دستگیره در، قطعات کمربند ایمنی و محفظه حسگرها استفاده می شود.
- الکترونیک:پوسته های کانکتور، محافظ EMI و قاب های داخلی.
- سخت افزار:بدنه های قفل دار، لولاهای پنجره و کشویی لوکس.
- خودرو:ریموت های کلیدی، رترکتورهای کمربند ایمنی و قطعات سیستم سوخت.
- صنعتی:چرخ دنده های کوچک، قطعات پمپ و بدنه سوپاپ ها.
نکات کلیدی
درک اینکه چرا ریخته گری روی زمان چرخه سریع تری دارد، مستلزم شناخت هم افزایی بین خواص آلیاژ و طراحی فرآیند مکانیکی است. شما یک شریک تولیدی در صنعت روی به دست می آورید که سرعت را در اولویت قرار می دهد بدون اینکه دقت مهندسی شما را قربانی کند.
- مزیت محفظه گرم:تزریق غوطه ور زمان انتقال فلز را از بین می برد.
- بازده حرارتی:نقطه ذوب پایین امکان جامد شدن تقریبا فوری را فراهم می کند.
- سیالیت:طرح های پیچیده و دیواره نازک را به سرعت پر می کند.
- هزینه:توان عملیاتی بالاتر منجر به کاهش قابل توجه هزینه های هر واحد در مقیاس وسیع می شود.
- دوام:ابزارها به دلیل تنش حرارتی کمتر، ۱۰ برابر بیشتر از ابزارهای آلومینیومی دوام می آورند.
ریخته گری روی چیست؟
شاید بپرسیدقالب گیری روی چیستو اینکه چگونه نیازهای تولیدی شما را برآورده می کند. این یک روش تولید با فشار بالا است که در آن فلز مذاب به قالب فولادی تزریق می شود. این فرآیند خودکار استاندارد طلایی برای شماست زمانی که به قطعات فلزی بادوام، پیچیده و با حجم بالا نیاز دارید.
ریخته گری دقیق روی چیست؟
شاید بپرسیدریخته گری دقیق روی چه معنایی داردبرای منسجم ترین طراحی هایت. این اصطلاح به تکنیک های پیشرفته ای اشاره دارد که امکان دیواره های نازک تر و تلرانس های دقیق تر نسبت به روش های استاندارد را فراهم می کند. وقتی قطعه ات نیاز دارد از این استفاده می کنی±۰.۰۲ میلی متردقت و جزئیات پیچیده برای مونتاژ های پیچیده.
قطعات آلیاژ روی چیست؟
می توانید بپرسیدقطعات آلیاژ روی چیستندو اینکه معمولا کجا استفاده می شوند. این قطعات آلیاژ روی شامل همه چیز از قفل درب تا ریترکتور کمربند ایمنی خودرو هستند. روی به این دلیل انتخاب شده که قوی است، به راحتی می توان به اشکال پیچیده ریخته گری کرد و طیف وسیعی از پوشش های سطحی زیبا را پذیرفت.
ابزار آلو-زینک چیست؟
شاید بپرسیدابزارآلات آلو-زینک چیستو نحوه مدیریت آلیاژهای هیبریدی. این قالب به طور خاص برای آلیاژهای روی-آلومینیوم طراحی شده است که ویژگی های خنک کننده و جریان متفاوتی نسبت به روی خالص دارند. شما از این ابزار آلیاژی ترکیبی زمانی استفاده می کنید که به مزایای ساختاری آلومینیوم همراه با قابلیت ریختن روی نیاز دارید.
روی و آلومینیوم در ریخته گری چطور با هم مقایسه می شوند؟
شاید بپرسیدمقایسه روی و آلومینیوم در قالب قالب گیری چگونه استهنگام انتخاب یک ماده. روی معمولا برای دقت و دیواره های نازک بهتر است، در حالی که آلومینیوم برای کاربردهای سبک و دمای بالا بهتر است. درک این مقایسه آلیاژ کلید انتخاب ماده مناسب برای نیازهای مکانیکی شماست.
سطوح تحمل معمول برای قالب گیری روی چیست؟
می توانید بپرسیدسطوح تلرانس معمولا ریخته گری روی به چه سطحی می رسدبرای قطعات دقیقت. سطوح دقت استاندارد برای روی از زیر متغیر است±0.02 میلی متر تا ±0.05 میلی متر، بسته به اندازه قطعه. این سطح از کنترل ابعادی اغلب نیاز به ماشین کاری ثانویه را حذف می کند و هم در زمان و هم در هزینه شما صرفه جویی می کند.
فکر نهایی
ساختار برای خوانندگان انسانی و سیستم های هوش مصنوعی حیاتی است. با ارائه پاسخ های مستقیم و بخش های واضح، تخصص فنی خود را هم برای مهندسان و هم برای الگوریتم های جستجو در دسترس قرار می دهید. این رویکرد حرفه ای تضمین می کند که جزئیات پروژه شما به عنوان منبعی معتبر تلقی شود.